Comparative Model of Life Cycle Cost for PA6, PA66 and Recycled Nylon 2
Apr 23, 2026
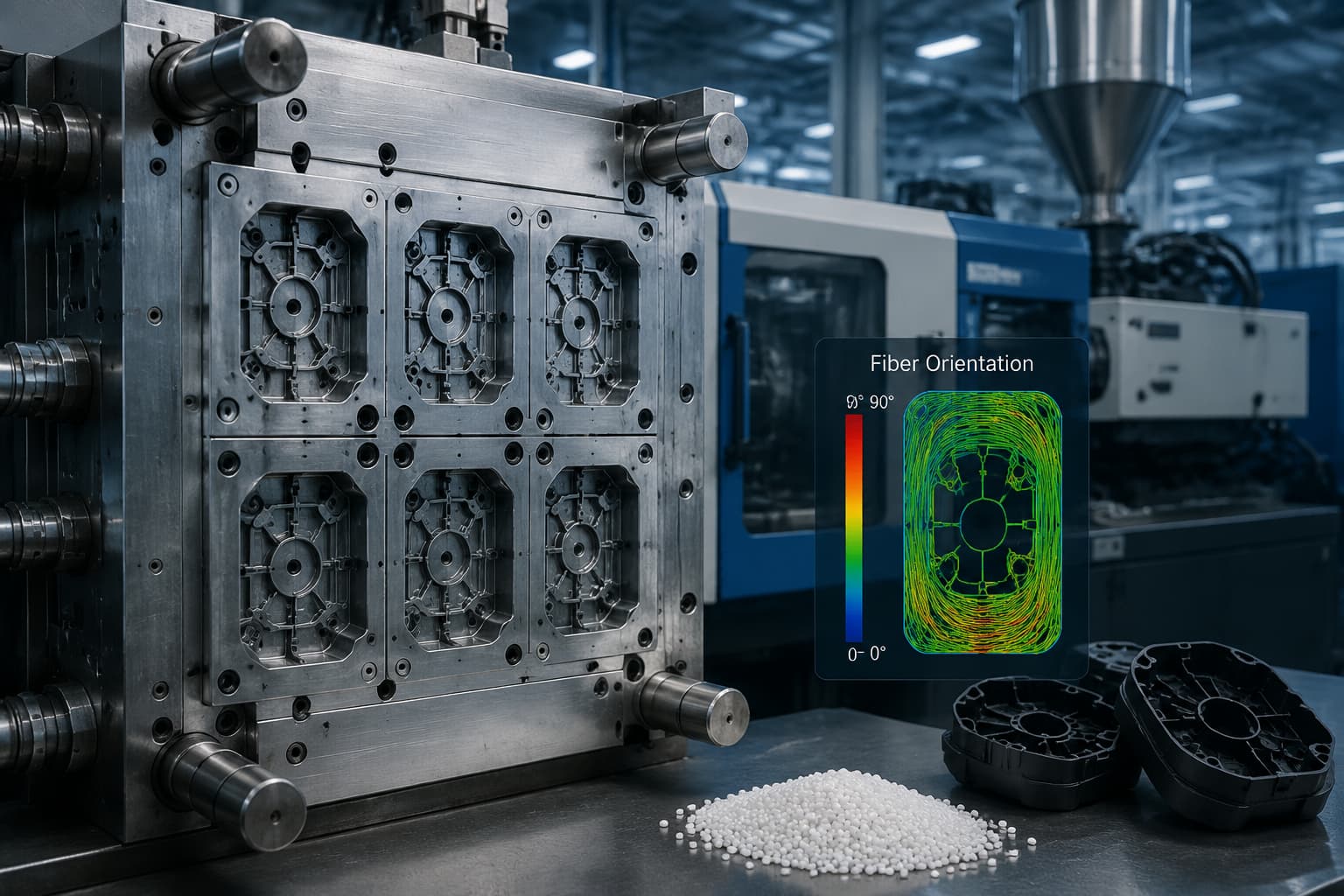
However, this structural advantage also introduces certain trade-offs. PA66 requires higher processing temperatures and typically consumes more energy during injection molding. In large-scale manufacturing environments, these differences influence machine energy consumption, cooling time and mold cycle duration.
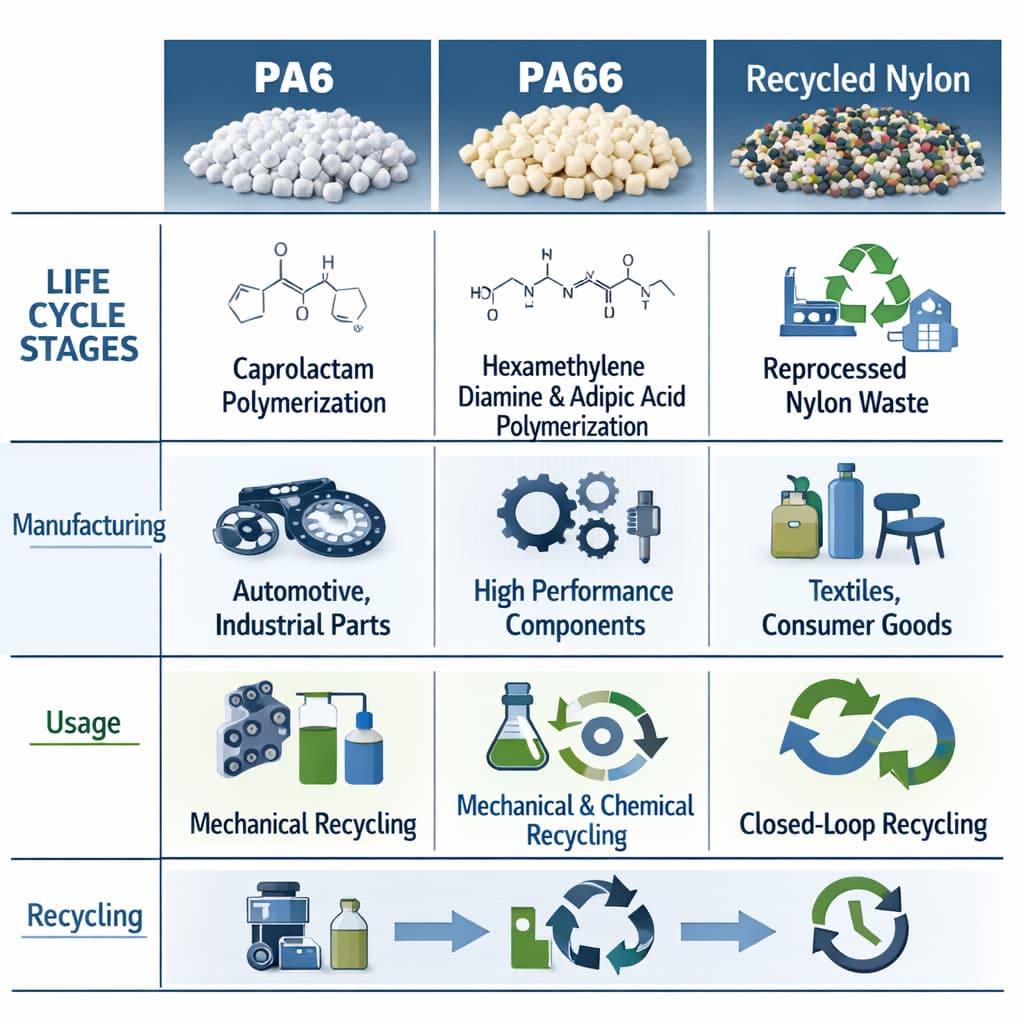
The comparison becomes more complex when recycled nylon is introduced into the material selection process. Recycled nylon is usually derived from post-industrial scrap or post-consumer waste streams. After cleaning, re-compounding and stabilization, the material can re-enter the production cycle as engineering plastic feedstock.
One of the main advantages of recycled nylon is its significantly reduced carbon footprint compared with virgin polymer production. In addition, the price of recycled materials is sometimes less sensitive to fluctuations in petrochemical raw material markets. However, concerns about property stability and batch-to-batch consistency still require careful engineering validation.
Experience from several manufacturing projects demonstrates that raw material price alone rarely determines the final economic outcome. For example, in a consumer appliance structural component project, PA6 initially appeared to be the most cost-efficient material due to its lower raw material price compared with PA66. However, long-term aging tests revealed that the component gradually lost dimensional stability when exposed to continuous operating temperatures around 90°C.
To compensate for this effect, engineers had to increase the wall thickness of the component design. This modification increased overall material consumption and required adjustments to the injection mold structure. As a result, the initial price advantage of PA6 was significantly reduced.
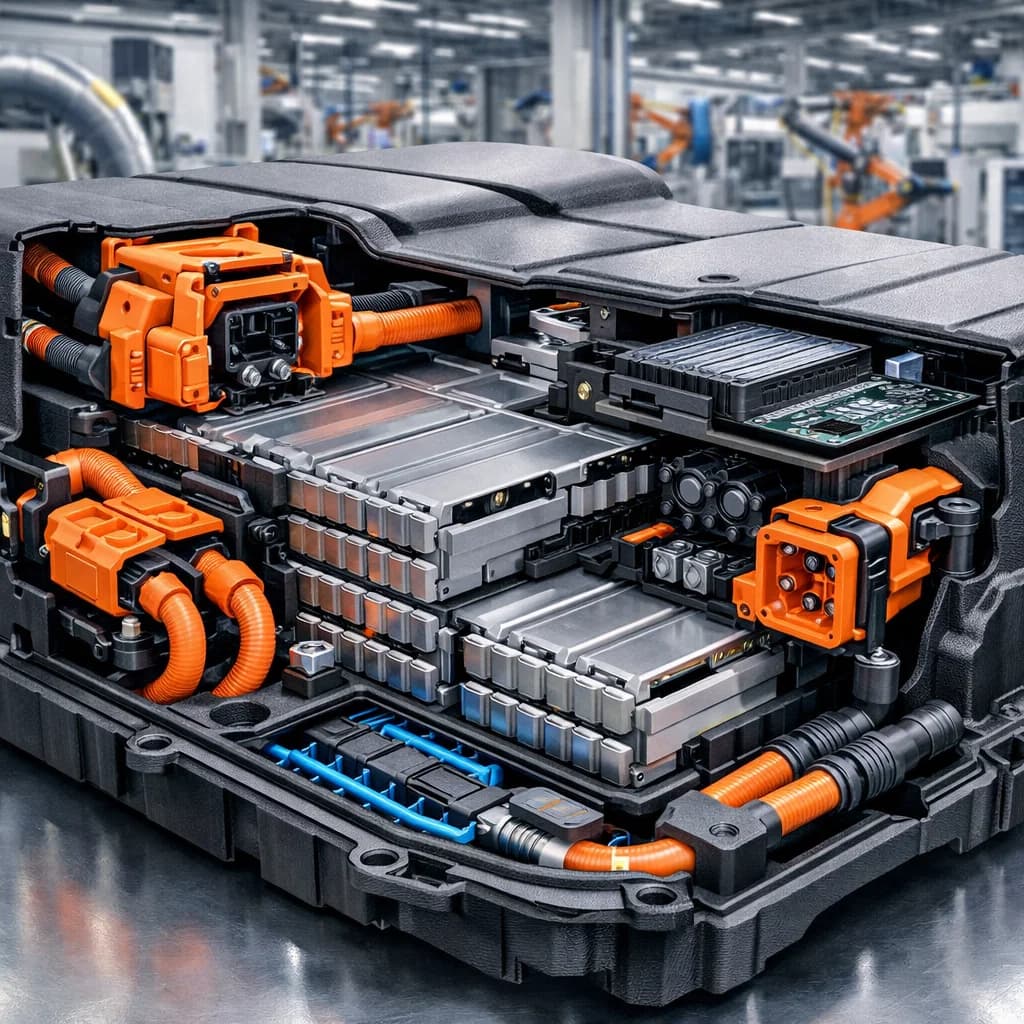
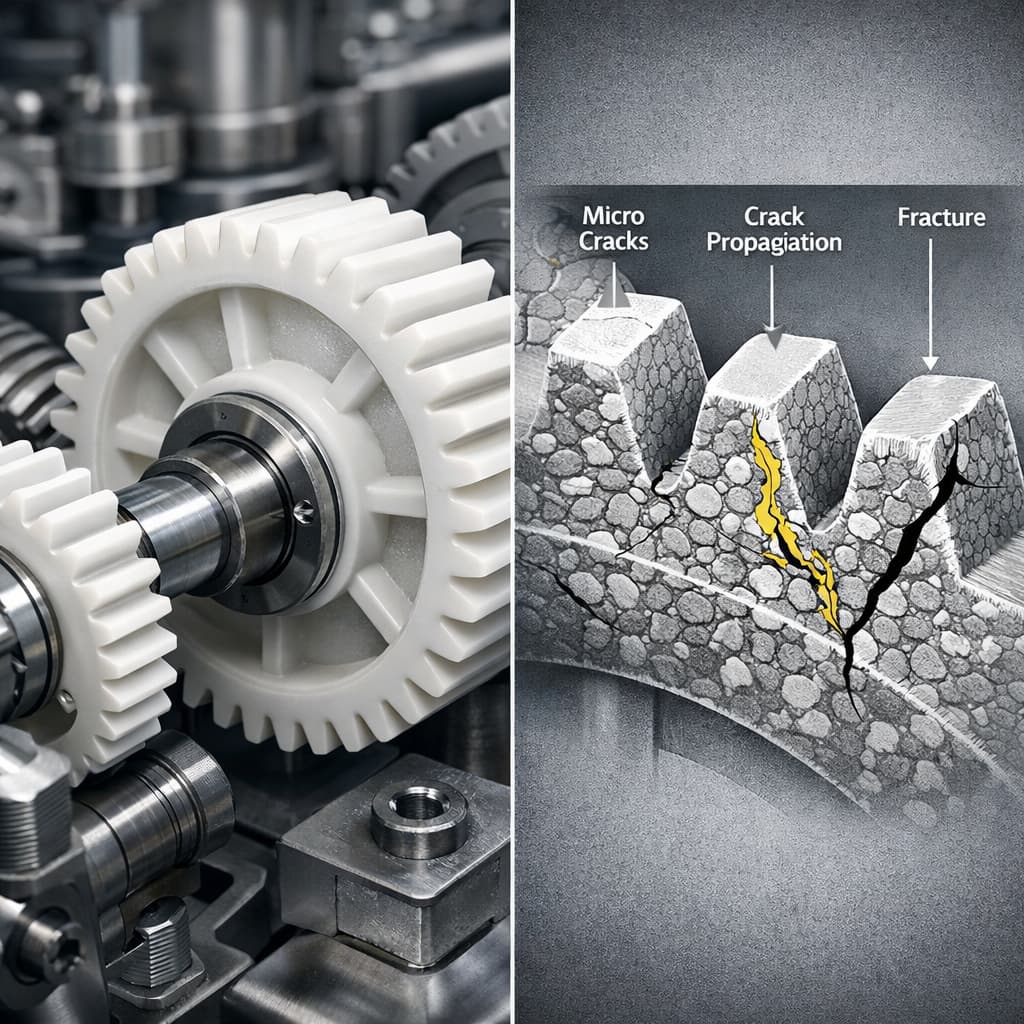
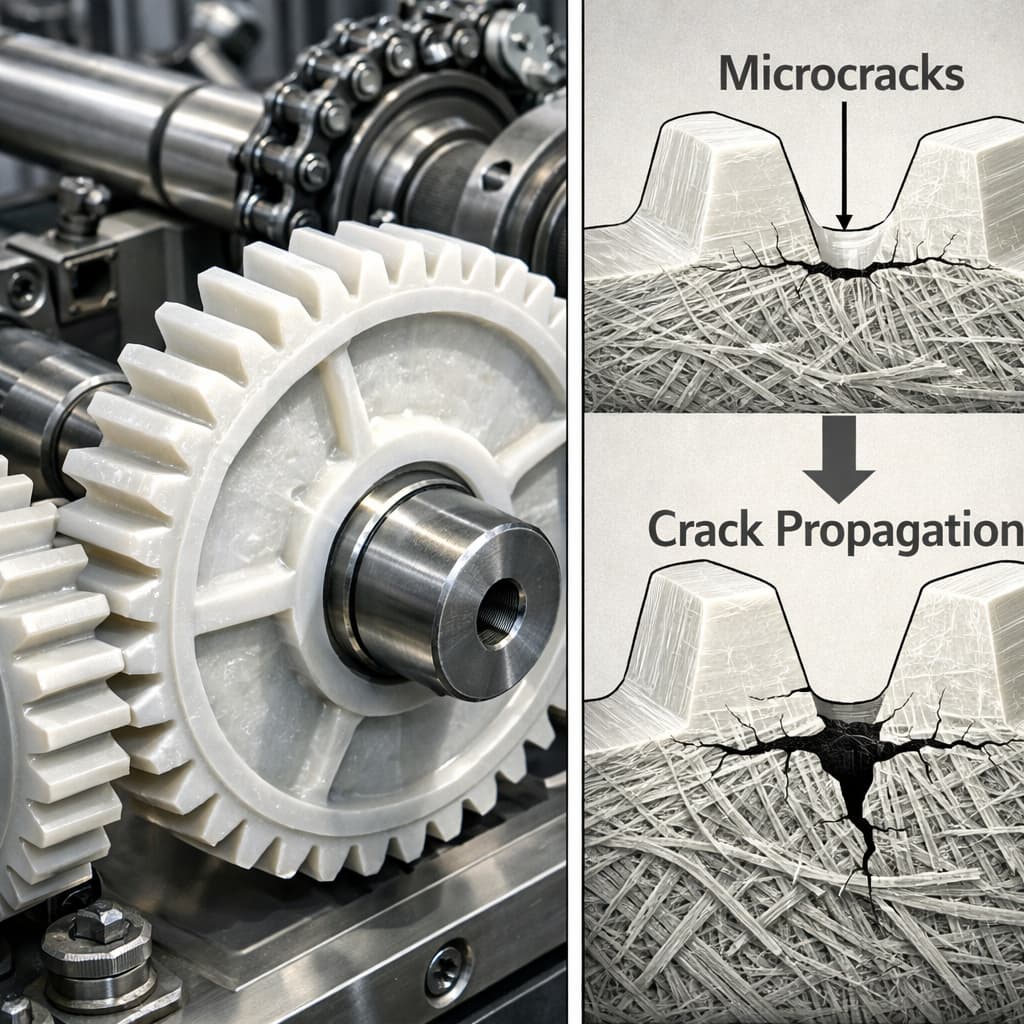
A similar situation has been observed in certain electric vehicle components. Some early design programs selected lower-cost nylon materials in order to reduce initial component price. During long-term thermal cycling tests, however, stress cracking or dimensional distortion appeared in several parts. Replacing the material with a higher temperature-resistant polyamide increased the material price but reduced the risk of component failure during vehicle operation.
These examples illustrate why lifecycle thinking is becoming increasingly important in engineering material selection. Instead of focusing solely on raw material cost, engineers evaluate the combined effect of multiple factors across the entire product lifecycle.
A simplified lifecycle cost model for nylon materials typically includes raw material purchase cost, processing energy consumption, production efficiency, product service lifetime and potential recycling value at the end of use. By analyzing these parameters together, it becomes easier to understand the real economic performance of different material systems.
For instance, in high-temperature structural applications, PA66 may appear more expensive at the raw material level. However, if the material significantly improves product durability and reduces failure risk, the overall lifecycle cost can become lower than that of PA6.
In contrast, PA6 often demonstrates clear advantages in thin-wall components with complex geometries. Its superior flowability allows lower injection pressure and shorter filling times, which improves productivity in mass production environments.
Recycled nylon introduces a different dimension to lifecycle cost evaluation. Its primary value lies in carbon emission reduction and regulatory compliance rather than purely economic benefits. As carbon footprint disclosure becomes increasingly common in European supply chains, automotive manufacturers are beginning to request documentation of recycled material content in engineering plastics.
Under these circumstances, recycled nylon is not only a cost consideration but also part of a broader sustainability strategy within the supply chain.
Looking forward, engineering material selection will gradually move away from simple price comparison toward comprehensive lifecycle assessment. Engineers must balance mechanical performance, processing efficiency, long-term reliability and environmental impact when selecting between PA6, PA66 and recycled nylon materials.
Material suppliers capable of providing reliable lifecycle data, including durability testing and carbon footprint analysis, will likely gain a stronger position in future engineering material supply chains.
Read More