Poor Dimensional Stability in Hygroscopic Nylon? Comparison of 4 Drying Processes and Moisture Control Standards
Aug 28, 2025
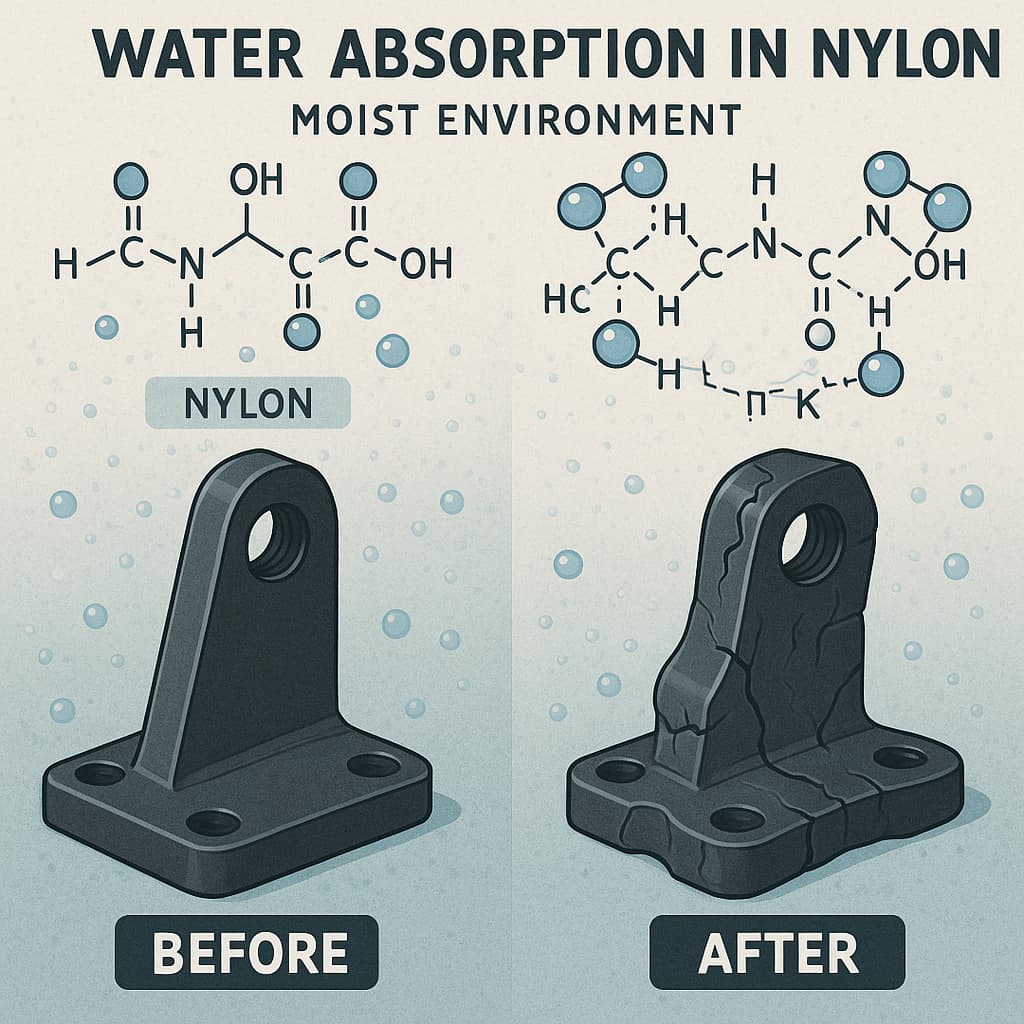
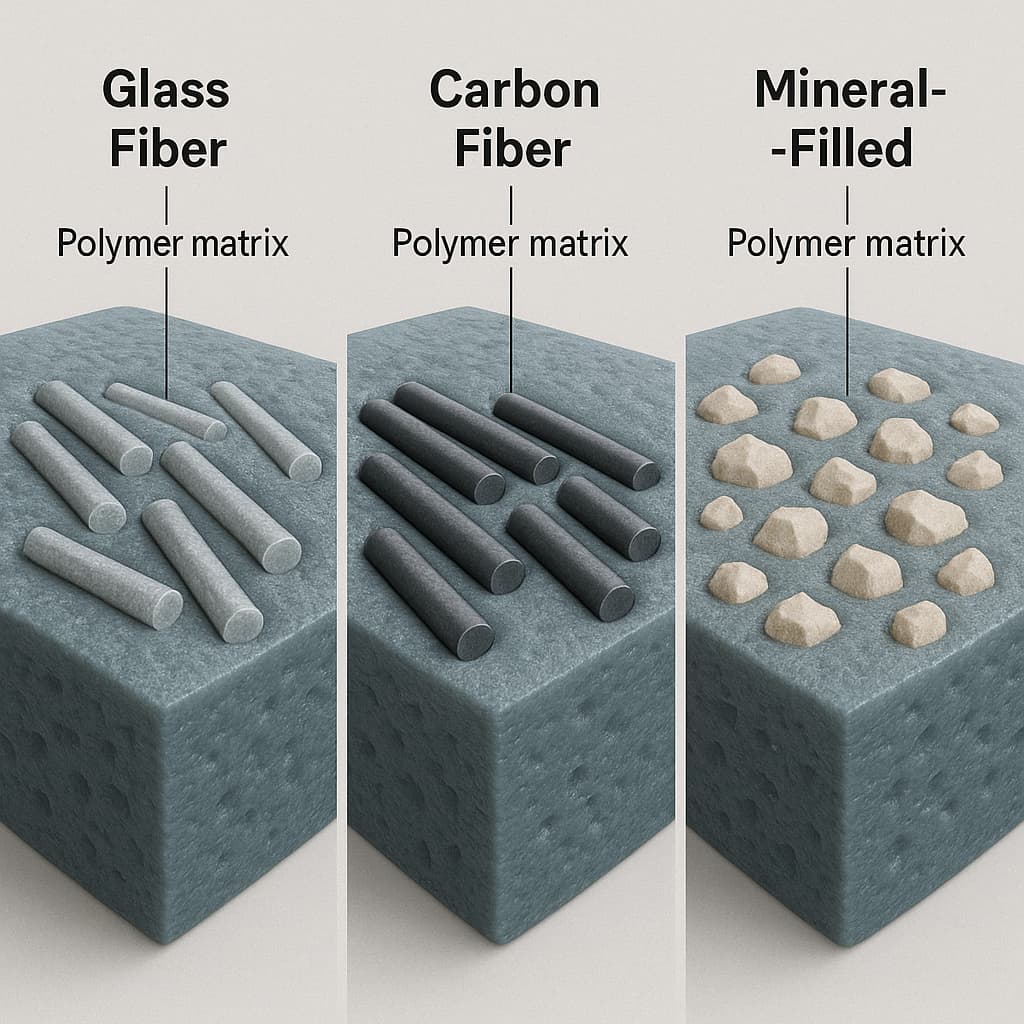
Nylon as a high-performance engineering plastic, is widely used in automotive, electronics, electrical, and mechanical industries due to its excellent comprehensive properties. However, the presence of numerous amide groups in its molecular chain imparts strong polarity, making nylon prone to moisture absorption through hydrogen bonding. This inherent hygroscopicity affects not only dimensional stability but also alters mechanical properties and even degrades electrical performance, posing a potential risk for precision and long-term applications. Therefore, strict drying before processing is critical to ensuring product quality.
Moisture influences nylon in two ways. First, water acts as a plasticizer, lowering the glass transition temperature, softening the material, accelerating creep, and reducing dimensional accuracy. Second, under high-temperature melt conditions, residual moisture causes hydrolysis, breaking polymer chains, reducing molecular weight, and significantly weakening mechanical performance. For injection molding, excessive moisture results in splay marks, bubbles, and poor surface gloss; for extrusion and fiber spinning, moisture compromises tensile strength and long-term reliability. Industry standards generally require moisture content below 0.12% before processing, and for precision parts, under 0.08%.
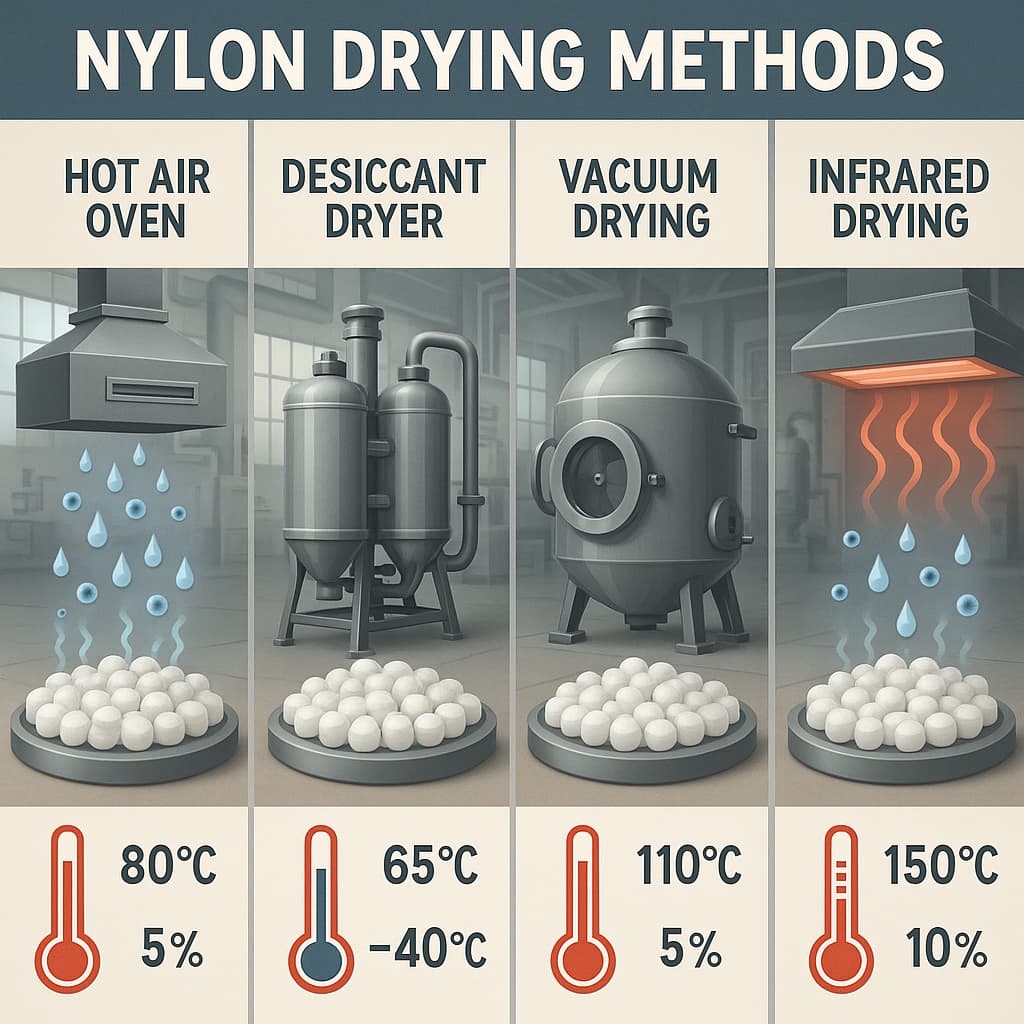
Common drying technologies include hot-air ovens, desiccant dryers, vacuum dryers, and infrared drying, each with its own advantages and limitations. Traditional hot-air ovens heat the surrounding air to reduce humidity and evaporate moisture, offering low cost but slow drying speed and inconsistent results in humid environments, often causing reabsorption. Desiccant dryers use adsorbents or rotor systems to lower air dew point below -30°C, providing efficient and consistent drying, making them the most common industrial choice. Vacuum drying reduces pressure to lower the boiling point of water, enabling rapid moisture removal with thorough results, but higher equipment cost and limited suitability to small batches. Infrared drying uses high-energy radiation to penetrate and heat resin granules internally, offering the fastest drying speed and low energy consumption, though it requires careful process control to prevent local overheating or thermal degradation.
The choice of drying process depends on production scale, cost, energy consumption, and product requirements. For large-scale injection molding, desiccant dryers are preferred for their stability and automation, while vacuum or infrared drying suits R&D, small batches, or time-critical operations. Regardless of method, strict moisture verification with infrared analyzers or Karl Fischer titration is essential. Additionally, dried nylon must be stored and transported in sealed containers and closed systems to prevent reabsorption.
Controlling nylon moisture content is not only key to ensuring dimensional accuracy and mechanical strength but also critical for long-term stability and electrical performance. With the rise of smart manufacturing, future drying systems will incorporate real-time monitoring and closed-loop control, achieving higher precision and energy efficiency to meet stringent performance requirements of advanced engineering plastics.
Read More