Low-Temperature Toughness Modification of Nylon Materials: A Reliability Design Guide for Extreme Cold Environments
Dec 03, 2025
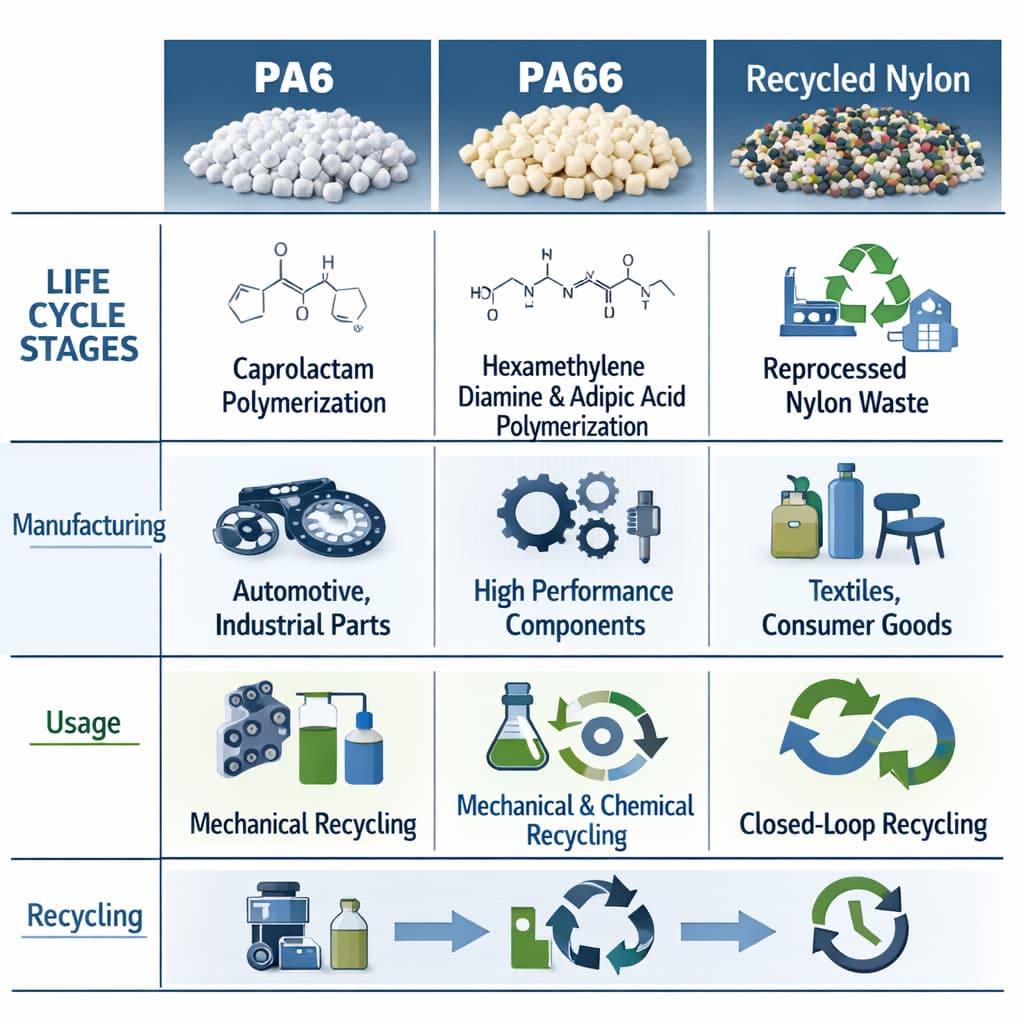
Nylon is widely used in automotive components, outdoor devices, electrical connectors, and industrial mechanisms due to its balance of strength, wear resistance, and cost. Under normal temperatures, PA6 and PA66 maintain stable toughness, but their performance deteriorates significantly in sub-zero environments. When the temperature drops to –20°C or lower, molecular mobility decreases sharply, causing brittleness, lower impact strength, and unstable dimensional behavior. Components intended for long-term outdoor exposure or cold-climate operation therefore require specially modified nylon to ensure reliability.
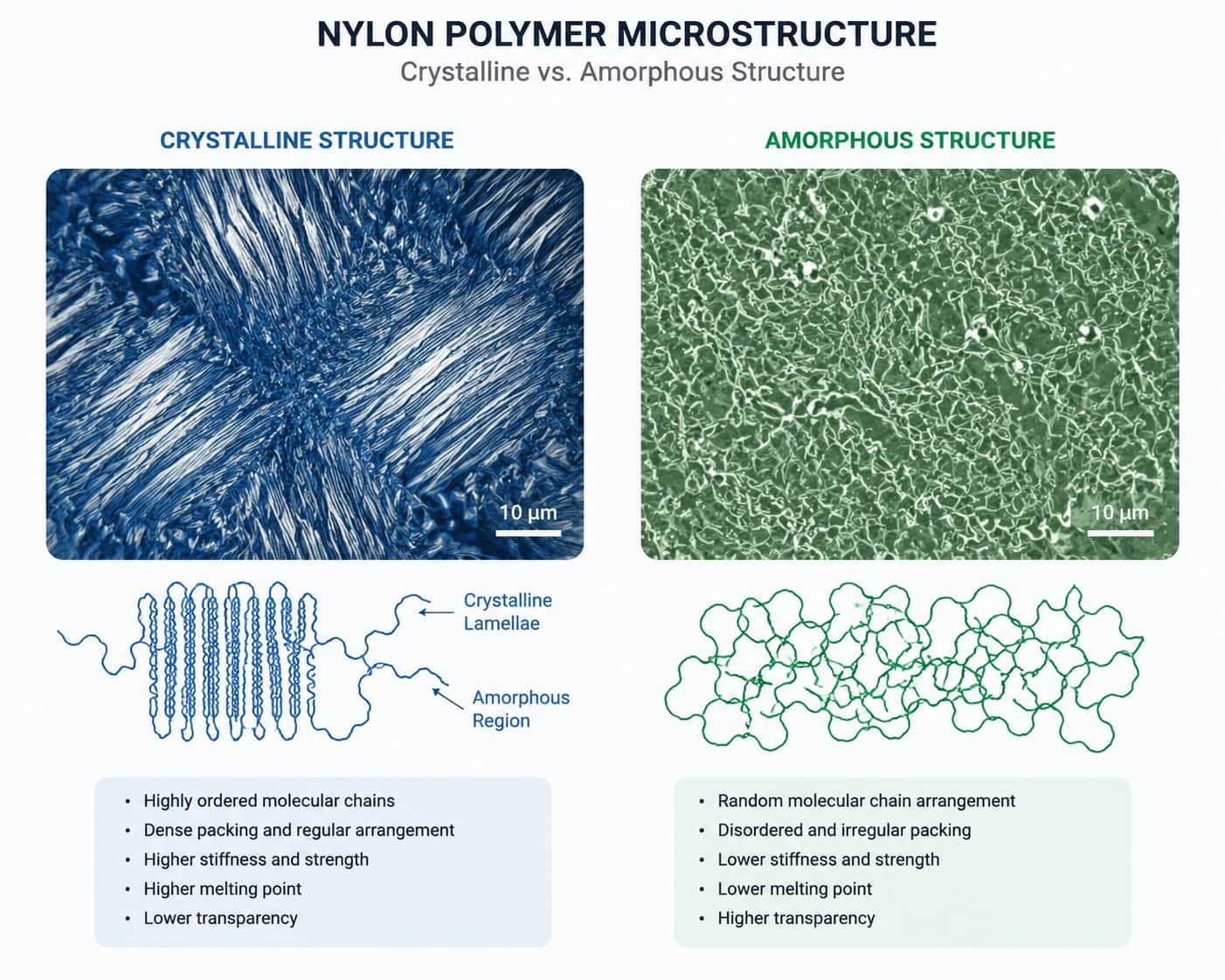
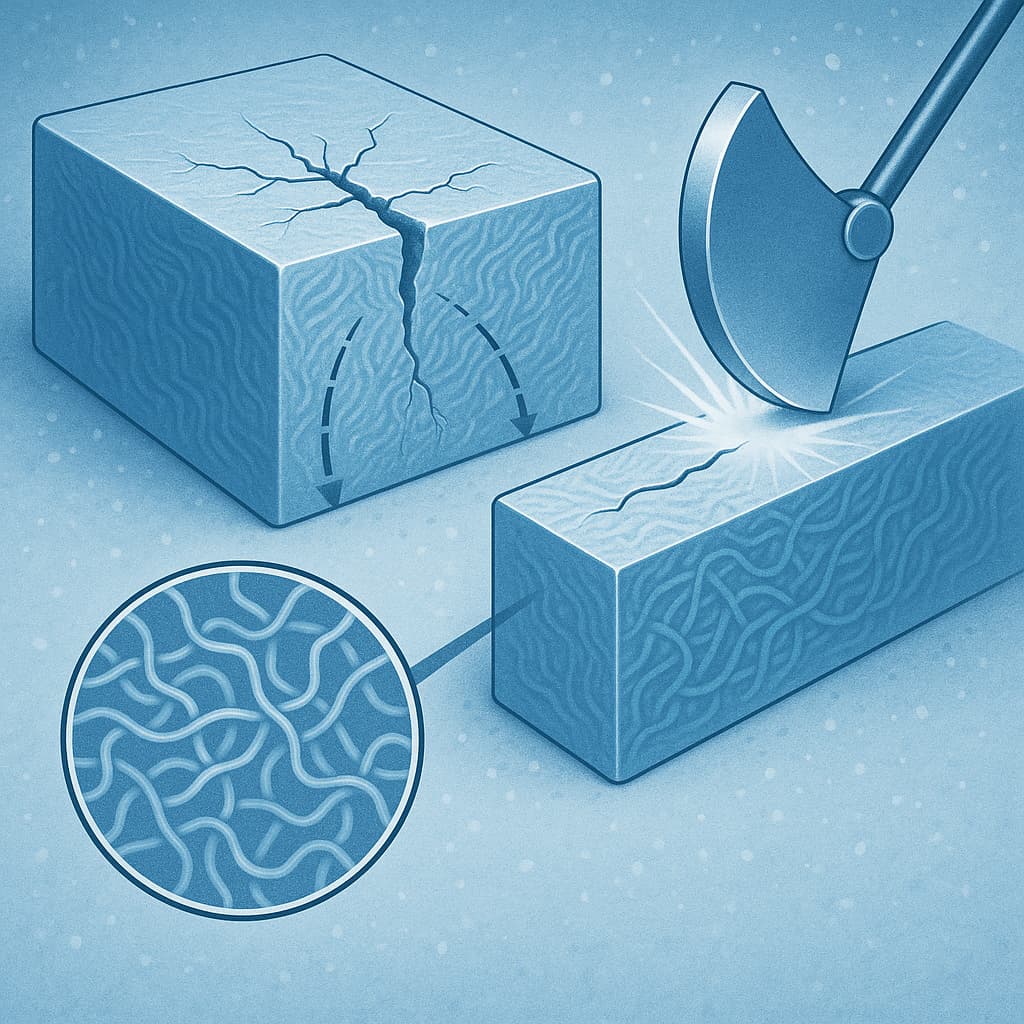
The loss of toughness originates from the molecular freezing effect around the glass transition temperature. As temperature drops, chain mobility is restricted, and the material transitions from a ductile to a brittle response. Impact loads can no longer be dissipated through plastic deformation, resulting in rapid crack propagation. If a component contains thin ribs, sharp corners, snap-fits, or holes, these geometries intensify stress concentration and accelerate brittle failure. For devices such as drones, snow tools, cold-climate automotive parts, and polar monitoring equipment, the consequences are severe.
Low-temperature toughness enhancement typically involves rubber toughening, block copolymer structures, nano-filler modification, and molecular chain-end adjustment. Rubber toughening systems such as POE, EPDM-g-MA, and ABS-g-MA disperse small rubber domains throughout the nylon matrix. During impact, these domains initiate shear banding and localized yielding that help dissipate energy. This approach must balance stiffness, flowability, and thermal stability to avoid excessive softening.
Block copolymers provide a more intrinsic modification route. By integrating flexible segments into the polymer backbone, nylon retains chain mobility even at low temperatures. This method minimizes phase separation and maintains structural uniformity, improving durability in applications requiring high reliability.
Nano-filler technology further enhances low-temperature behavior. Materials such as graphene, nano-silica, and nano-elastomers improve crack propagation resistance and interfacial strength without severely reducing stiffness. Additionally, nano-scale reinforcement improves dimensional stability by reducing internal stresses caused by uneven shrinkage at low temperatures.
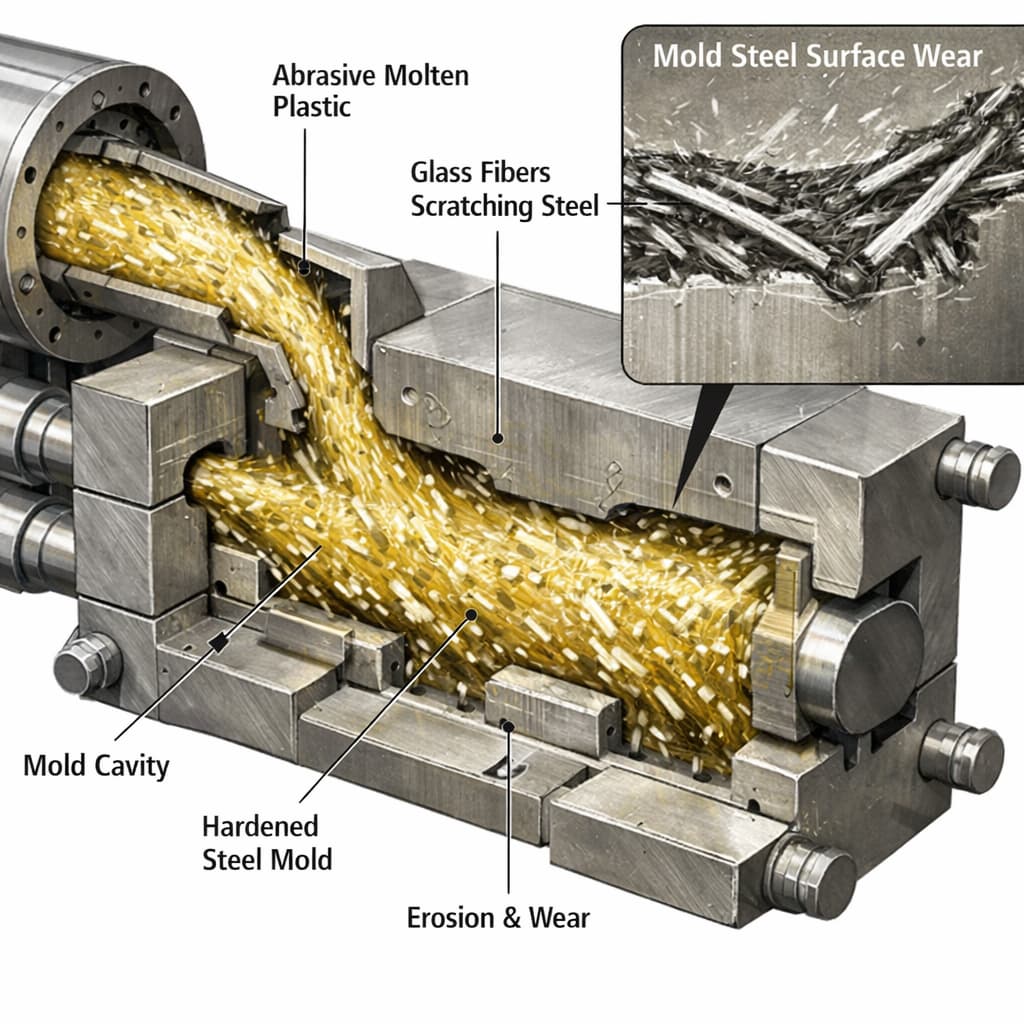
Design strategies are equally important. Fillet transitions, uniform wall thickness, fiber orientation control, and proper gate placement all play a role. In fiber-reinforced nylon, fiber alignment strongly influences low-temperature impact performance. Excessive orientation leads to directional brittleness. Optimizing melt flow paths or altering part geometry helps mitigate these effects.
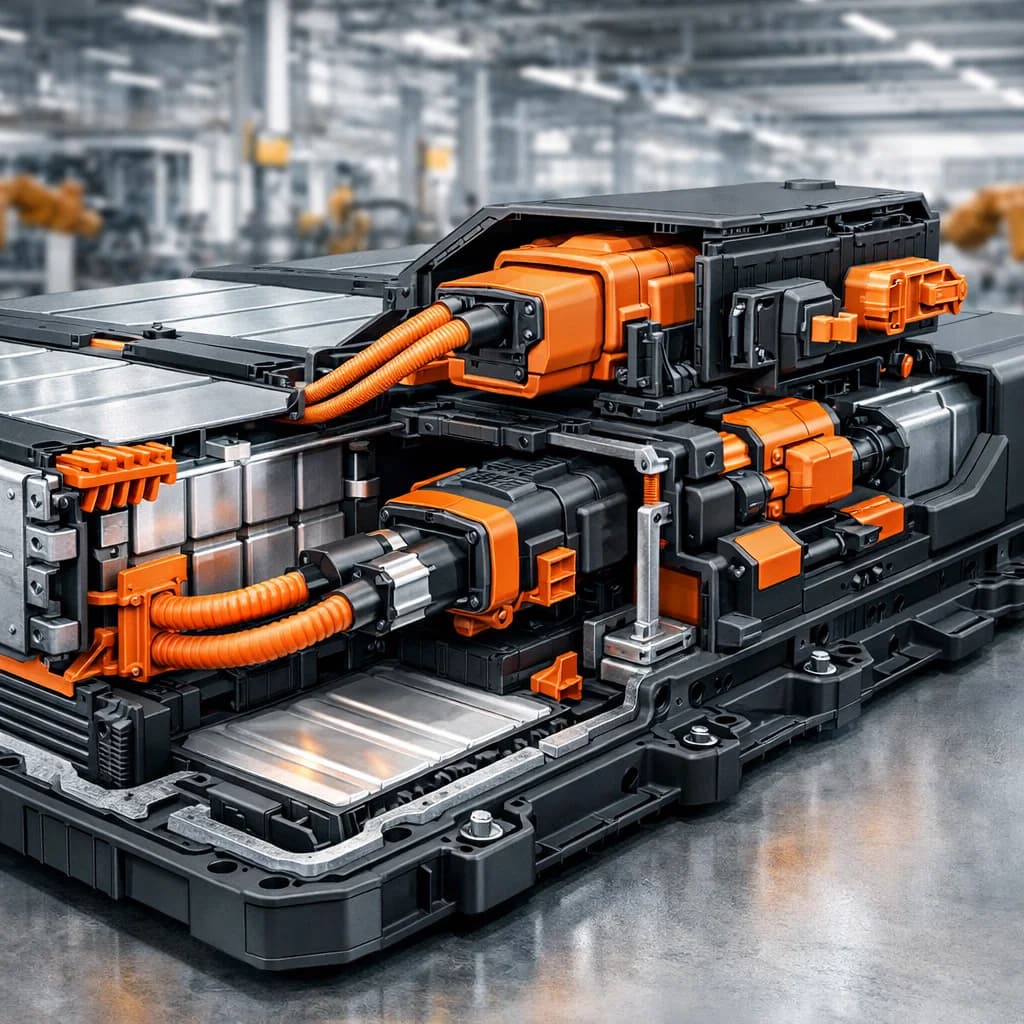
Low-temperature tough nylon is widely used in front-end automotive modules, sensor brackets, housings for exterior cameras, drone landing gears, and ski equipment connectors. These components must maintain integrity at temperatures reaching –30°C or –40°C without brittle failure.
Future development will focus on highly efficient toughening systems, refined molecular engineering, and multi-scale composite structures. Emerging trends include nano-elastomer reinforcement, high-crystallinity controlled structures, and bio-based cold-resistant nylons. With the rising need for extreme-environment applications, low-temperature toughness becomes not just a material property but an engineering capability influencing design, tooling, and long-term reliability evaluation.
Read More