Long Glass Fiber vs. Short Glass Fiber Reinforced Nylon: A Full Comparison of Mechanical and Processing Differences
Sep 04, 2025
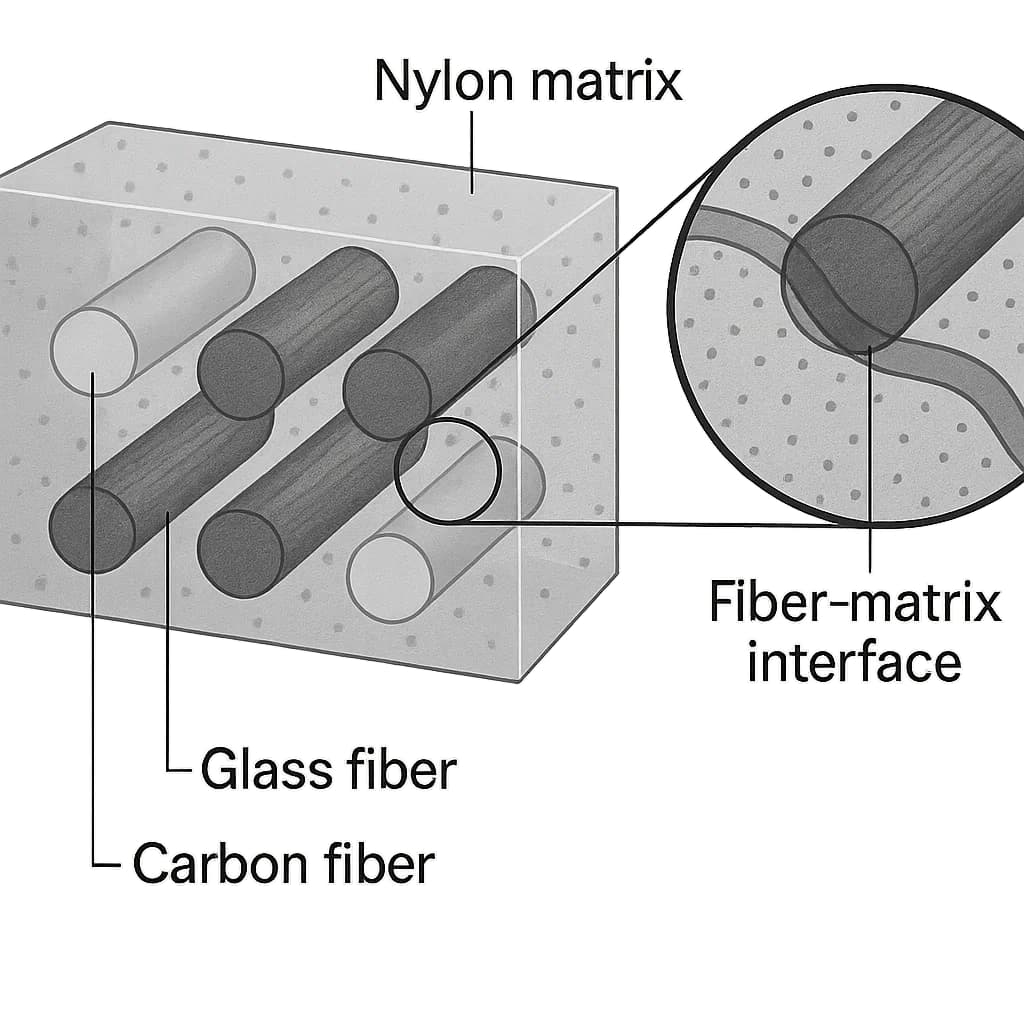
Glass fiber reinforcement is one of the most common and effective modification methods in engineering plastics. Nylon, as a high-performance resin, is often reinforced with glass fibers to improve strength, rigidity, and heat resistance. The differences between long glass fiber (LGF) and short glass fiber (SGF) reinforcement go beyond mechanical properties, influencing processing, dimensional stability, surface quality, and long-term performance.
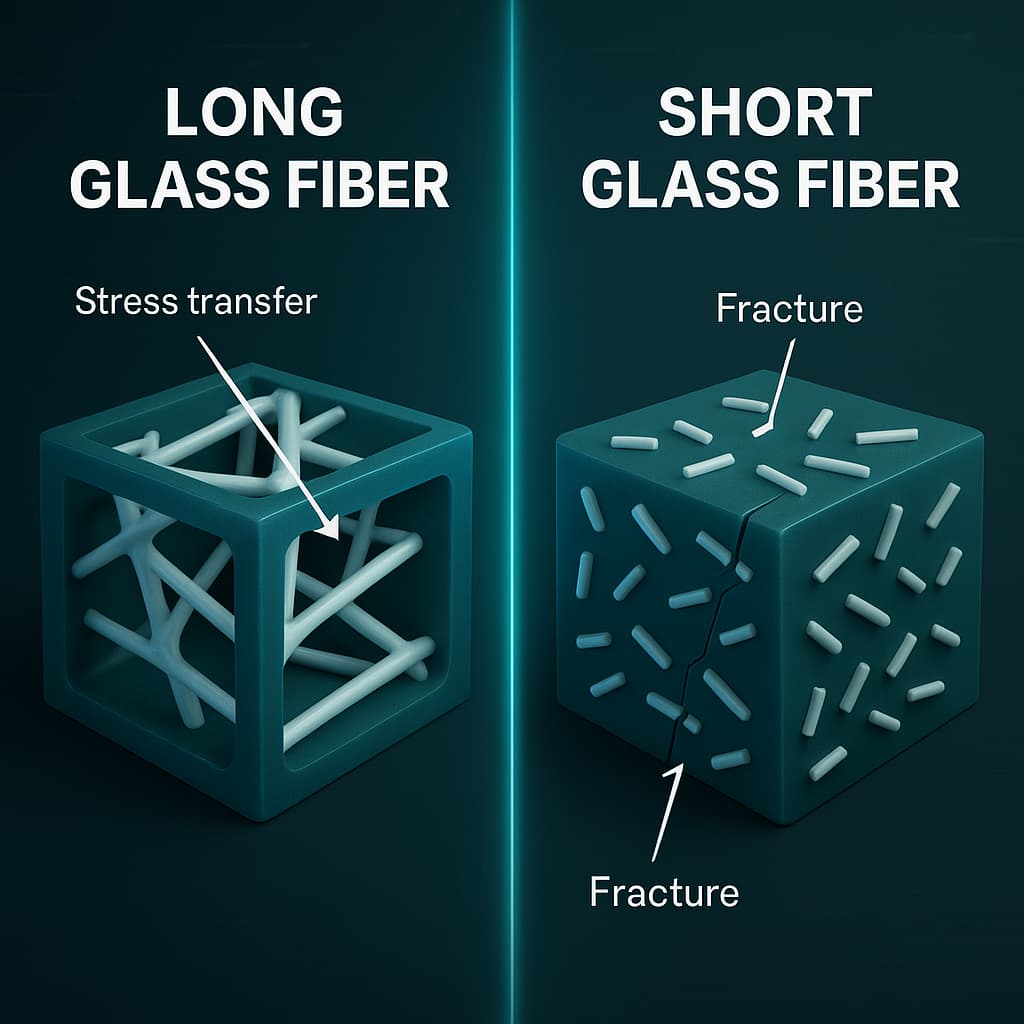
From a mechanical standpoint, LGF-reinforced nylon outperforms SGF in strength and toughness. Long fibers form a skeleton-like structure within the resin matrix, allowing better stress transfer and dispersion. As a result, flexural strength, impact resistance, and fatigue performance are significantly enhanced. In contrast, SGF reinforcement, while beneficial, is limited due to shorter fibers, which are more prone to breakage under heavy loads. Therefore, LGF nylon is widely used in structural components requiring durability and impact resistance, such as automotive parts, power tool housings, and industrial machinery.
In terms of dimensional stability, SGF-reinforced nylon shows more uniform shrinkage. LGF tends to orient during injection molding due to its longer fibers, which can lead to anisotropic shrinkage, warpage, and internal stresses. This makes SGF materials more suitable for applications demanding precise dimensions and smooth surface quality, such as electronic connectors, appliance housings, and precision components.
Processing behavior also differs significantly. SGF-reinforced nylon behaves more like conventional injection-molding resins, with better flowability and lower wear on molds. LGF, however, poses challenges: its longer fibers can break during processing, requiring specialized wear-resistant equipment such as hardened screws and nozzles. While this raises production costs, the resulting parts exhibit superior mechanical stability and longer performance retention.
Regarding long-term properties, LGF-reinforced nylon is clearly superior. With fibers approaching critical length, a three-dimensional interlocking network is formed within the matrix, granting better creep resistance and fatigue endurance. Components exposed to high loads, elevated temperatures, or harsh environments retain their properties longer with LGF. SGF-reinforced nylon, on the other hand, shows faster degradation under prolonged stress or in humid conditions.
From a cost perspective, SGF nylon is more economical due to mature production processes and easier processing, making it suitable for large-scale applications. LGF nylon, while more expensive, delivers performance levels that justify its use in high-value and demanding applications. The choice ultimately depends on balancing cost with performance requirements.
All in All,LGF and SGF reinforced nylons are not competitors but complementary solutions. LGF provides superior strength and durability for structural applications, while SGF offers better processability and dimensional accuracy for precision and aesthetic applications. Selecting the right material depends on the specific demands of the end product.
Read More