
What Are You Looking For?

Latest News & Blog
Operational environments and secondary physical properties often drive final material approval. Beyond static mechanical figures, friction behavior, thermal dissipation, and anisotropy play decisive roles. Glass fibers are abrasive and electrically insulating; under high-velocity friction or cyclic vibration, exposed fibers can accelerate wear on mating metal surfaces and build static charge. Carbon fiber offers intrinsic lubricity, electrical conductivity, and thermal dissipation. CF-reinforced nylon thrives in unlubricated gears, dynamic bearings, and explosion-proof housings where static dissipation and heat transfer matter. However, carbon fibers exhibit sharper flow-induced orientation during injection molding than glass fibers, resulting in pronounced anisotropy. Without optimized gating and warp analysis, non-uniform shrinkage can trigger internal stress concentration and dimensional distortion. Evaluating cost requires shifting from raw material price per kilogram to total cost per part and system-level efficiency. Carbon fiber modified nylon compound pricing can be 4 to 8 times higher than equivalent GF-filled polyamide grades. This initial cost difference often deters procurement teams. Yet, in automotive powertrains, robotics end-effectors, drone frames, and high-speed textile machinery, the weight savings directly lower motor loads and energy consumption while sharpening dynamic response. Furthermore, replacing machined aluminum or die-cast metal parts with single-shot molded CF-nylon eliminates secondary CNC machining, deburring, and surface treatment. When factoring in operational energy reduction and process consolidation, high upfront CF material costs are frequently offset over the production lifecycle. For high-volume enclosures, pump impellers, and power tool housings where space is unconstrained and cost efficiency is paramount, GF-reinforced nylon remains the pragmatic baseline.
Read More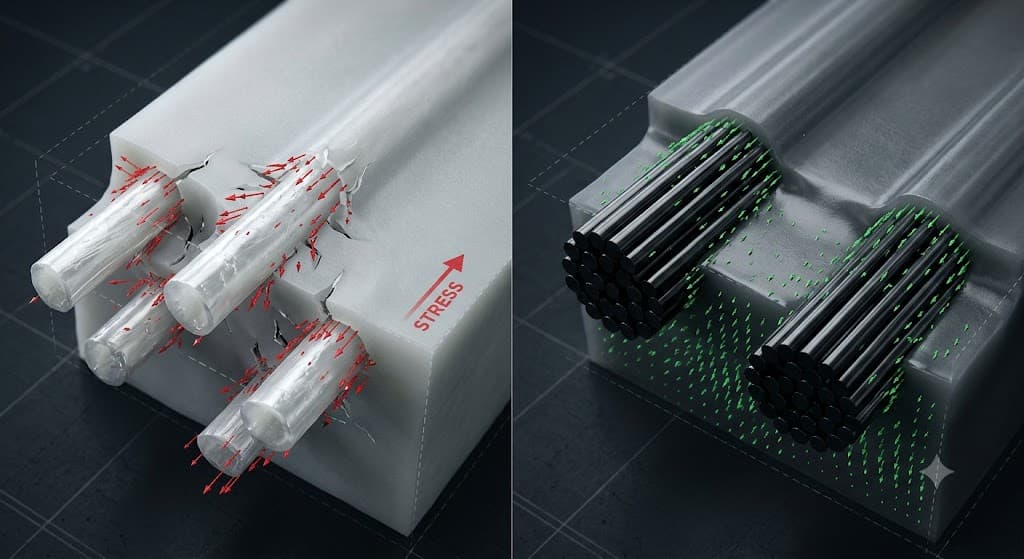
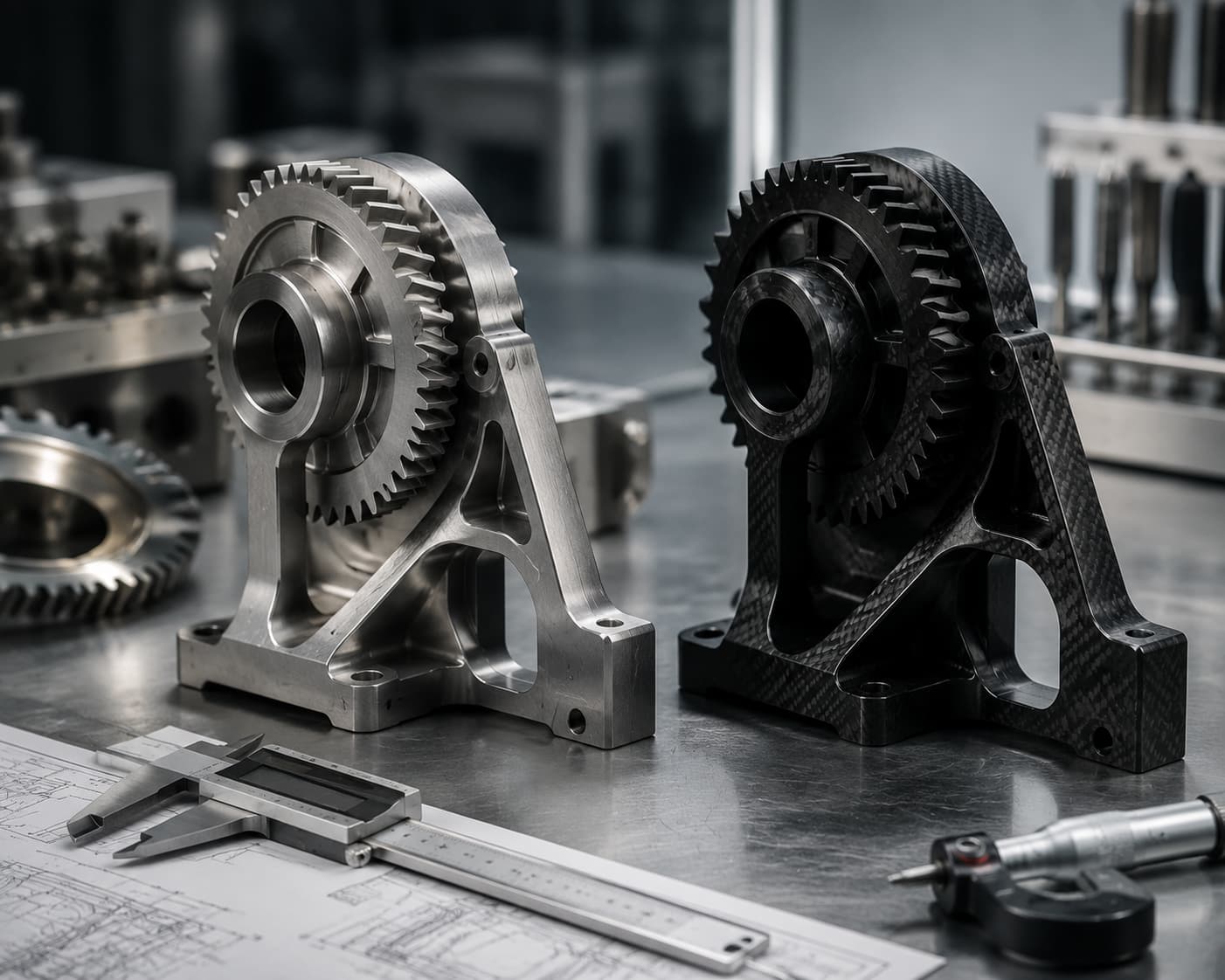
Selecting between glass fiber (GF) and carbon fiber (CF) reinforced modified nylon is ultimately a tactical trade-off between mechanical demands and lifetime component cost. Engineers and procurement specialist face constant friction: maximizing mechanical integrity while achieving target lightweighting without blowing past unit-cost limits. As the primary reinforcing mediums for polyamides, GF and CF exhibit unique microstructural mechanics that govern final macro-performance. Glass fiber remains the default choice for structural components due to high cost-efficiency and reliable strength gains. Conversely, carbon fiber delivers extreme specific strength, low density, and unique tribological and electrostatic properties, making it indispensable for high-end lightweighting and precision applications. Navigating this selection requires mapping mechanical parameters to operational stress, environmental context, and total manufacturing costs. From a microstructural perspective, GF and CF modify nylon matrices through distinct mechanical interfaces. Glass fibers enhance tensile and flexural modulus through interfacial shear stress transfer. A standard 30% GF-reinforced PA66 raises tensile strength into the 160–180 MPa range while vastly improving creep resistance and heat deflection temperature under load. However, the density of raw glass (~2.54 g/cm³) pushes the compound density to around 1.35–1.45 g/cm³, introducing unwanted mass in weight-critical subassemblies. In contrast, carbon fiber (~1.75–1.80 g/cm³ fiber density) keeps the finished compound lighter (1.25–1.35 g/cm³). Crucially, CF delivers superior specific modulus: a 30% CF-reinforced PA66 regularly exceeds 220–250 MPa tensile strength, with flexural modulus reaching 1.5 times that of GF alternatives. This performance allows structural wall thinning—enabling a cumulative lightweighting effect via combined material density reduction and geometric optimization.
Read More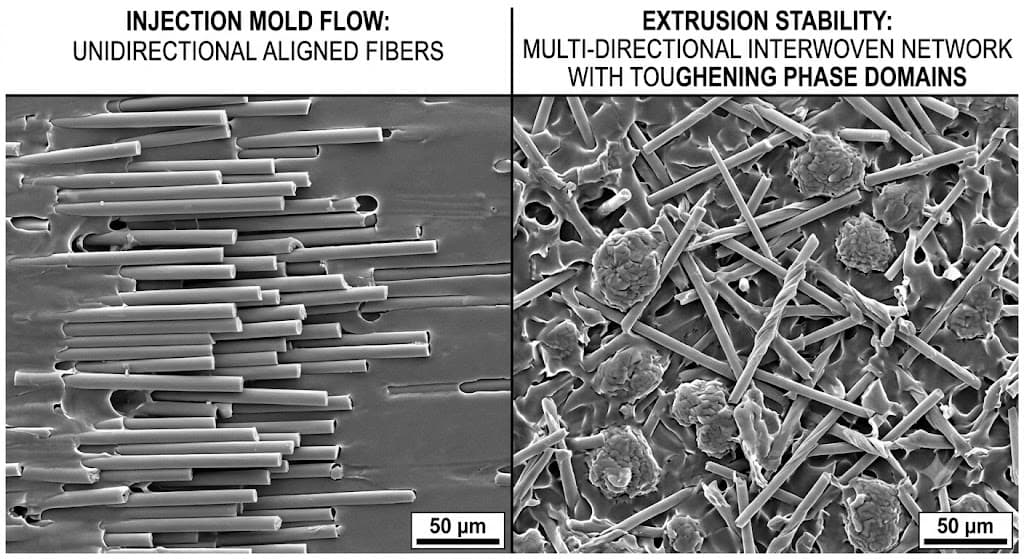
Crystallization kinetics and thermal shrinkage behavior represent another critical performance domain. Injection molding relies on mold cooling channels for rapid thermal extraction, forcing crystallization under geometric confinement where shrinkage is managed by packing pressure and mold temperature. Extrusion relies on free-state gradient cooling via water baths or air streams, where thermal differentials from the outer skin to the core induce internal residual stresses, risking post-processing warpage or environmental stress cracking. To mitigate this, extrusion formulations employ controlled crystallization systems, avoiding aggressive nucleating agents to reduce anisotropic shrinkage driven by thermal gradients. Conversely, injection grades frequently incorporate nucleating additives (e.g., fine talc or organic nucleators) to accelerate crystallization rates, shorten cycle times, and maximize flexural modulus. Applying a fast-crystallizing injection grade to profile extrusion often results in internal voids or severe warpage due to premature skinning and uneven volumetric contraction. Equipment parameter compatibility serves as the ultimate benchmark for formulation design. Injection screws typically exhibit length-to-diameter ratios of 18:1 to 22:1, optimized for fast plasticization and high-pressure injection. Extrusion screws demand ratios of 30:1 to 40:1 or higher, emphasizing homogeneous melt quality, thermal uniformity, and low-shear processing. Processing low-viscosity injection-grade nylon on an extrusion line fails to generate sufficient backpressure, leading to vent flooding or output surge. Conversely, running high-viscosity extrusion grades on injection machinery requires extreme injection pressures and melt temperatures, inducing thermal-shear degradation, gas entrainment, and yellowing, while generating excessive residual stress that compromises structural integrity during assembly. A precise understanding of molecular weight distribution, melt strength, crystallization dynamics, and shear sensitivity bridges material science with production reality, enabling B2B buyers to secure operational stability, lower scrap rates, and ensure part longevity.
Read More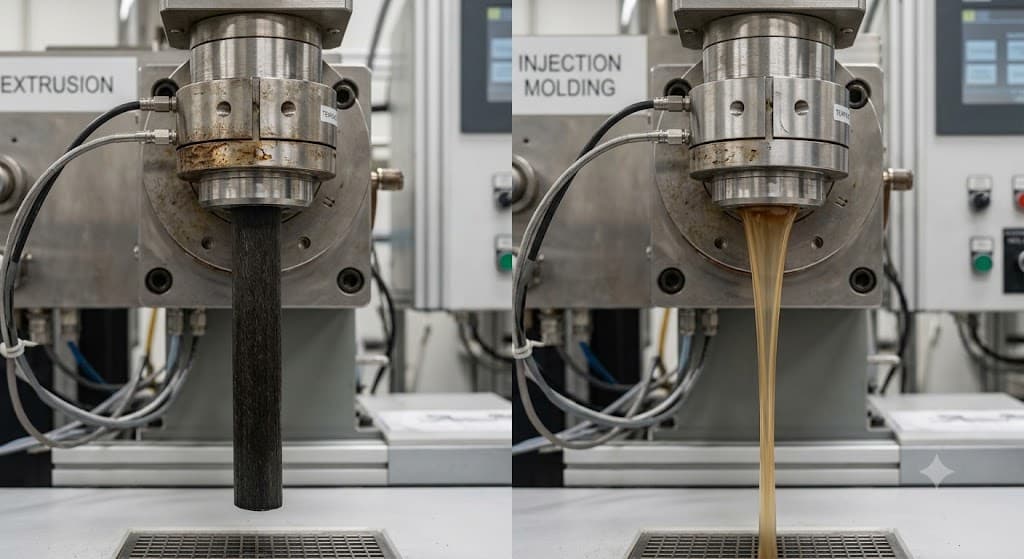
In the engineering plastics sector, modified nylon (PA6/PA66) stands out for its structural versatility. However, it presents fundamentally distinct processing logic when subjected to injection molding versus extrusion techniques. In B2B technical procurement and material selection, client focus extends beyond ultimate tensile strength or heat deflection temperatures. They prioritize processing stability and long-term dimensional reliability under specific conversion conditions. Common production anomalies—such as wall thickness variations in extruded tubing, profile sag, or flash, sink marks, and residual stress cracking in complex injection-molded components—frequently stem not from equipment calibration flaws, but from a fundamental misunderstanding of the divergent formulation requirements for injection versus extrusion grades. Mastering molecular weight distribution, rheological profiles, and functional additive behavior under varying shear fields forms the foundation for resolving these field-level engineering challenges. From a polymer physics perspective, the core distinction between injection and extrusion grades lies in melt rheology and molecular architecture. Injection molding is defined by high shear rates, elevated pressures, and rapid cavity filling. The polymer melt must navigate intricate mold geometries within fraction of a second, necessitating pronounced shear-thinning behavior—a swift decrease in apparent viscosity alongside low zero-shear viscosity and high melt flow index (MFI). Consequently, injection molding formulations rely on matrix resins with relatively low number-average molecular weight and narrow molecular weight distribution to minimize flow resistance and cycle times. Conversely, extrusion processing (covering pipes, rods, films, and profiles) operates under low shear rates and continuous output without full mold wall containment before solidification. The extrudate must maintain its structural geometry upon exiting the die head prior to cooling, demanding high melt strength and parison sag resistance. Extrusion-grade nylons thus utilize high molecular weight, high relative viscosity resins, frequently enhanced via solid-state polymerization or chain extension. Their broader or long-chain branched architectures supply higher entanglement density, sustaining elevated viscosity and melt elasticity under low shear to prevent melt fracture and gravity-induced deformation. This trade-off between melt flowability and melt strength dictates contrasting formulation strategies. Consider glass-fiber-reinforced (GFR) modifications: injection grades incorporate low-molecular-weight dispersants and flow promoters to achieve high surface finish and rapid mold filling, enabling short-cut glass fibers to align along flow paths while suppressing surface fiber emergence. Extrusion-grade GFR nylon, however, must prevent extrudate swell and cross-sectional distortion caused by chaotic fiber orientation at the die exit. Formulations thus integrate long-chain polymeric compatibilizers or high-molecular-weight internal lubricants that stabilize low-shear viscosity while optimizing interfacial shear transfer. Divergence is equally evident in toughening systems. While injection-molded parts achieve impact resistance via discrete elastomer dispersions (e.g., POE-g-MAH) with domain sizes of 0.1 to 0.5 microns, such conventional modifiers struggle to achieve fine dispersion under the low-shear profile of extrusion screws. Furthermore, they risk domain coarsening in continuous melt flows, producing "sharkskin" surface defects or longitudinal fracture lines. Extrusion toughening formulations instead utilize reactive polymeric networks or block copolymers that undergo in-situ interfacial reaction, ensuring stable, finely dispersed phase separation under minimal shear.
Read More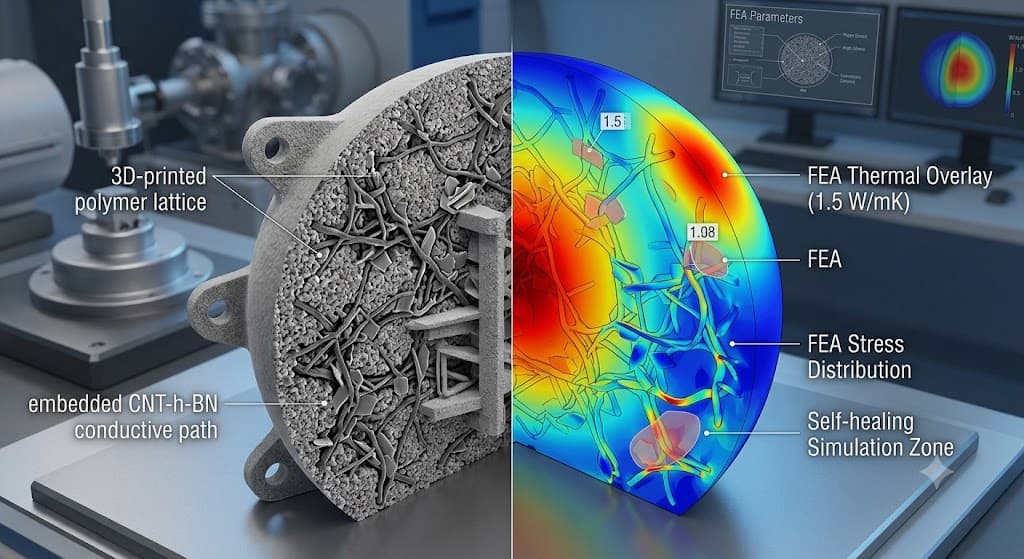
Parallel to electrical dissipation is the escalating challenge of thermal management within highly integrated, space-constrained industrial assemblies. In 5G base station radomes, high-power LED arrays, and EV battery encloure trays, elevated power densities cause severe localized heat accumulation. Operating temperatures surpassing 85 degrees Celsius exponentially accelerate electronic component degradation. Since pristine PA12 features a low intrinsic thermal conductivity of approximately 0.25 W/(m·K), it functions essentially as thermal insulation under high heat flux, inducing significant internal thermal stresses and subsequent warpage. The B2B market urgently requires 3D-printed topologies that offer complex internal cooling channels alongside high, isotropic thermal dissipation. Next-generation thermally conductive PA12 powders deploy hybrid fill systems, co-blending insulating yet highly conductive hexagonal boron nitride (h-BN) or aluminum micro-powders with conductive carbon allotropes. By modulating laser scanning trajectories during sintering, platelet or fibrous fillers align within the melt pool's localized shear flow field, driving out-of-plane or in-plane thermal conductivity to ranges between 1.5 W/(m·K) and over 3.5 W/(m·K). In high-power inverter testing, enclosures fabricated from this advanced powder reduced core chip operating temperatures by 18 to 22 degrees Celsius, eliminating heavy external cooling configurations. Regardless of initial physical benchmarks, industrial hardware subjected to long-term cyclic loading, alternating thermal fatigue, and chemical exposure inevitably develops micro-cracks. In inaccessible environments like aerospace ducting or deep-sea exploration vessels where routine physical maintenance is impossible, these micro-cracks propagate under stress into macroscopic structural failures, triggering sudden systemic downtime. Traditional asset management depends on destructive testing and frequent component replacement, incurring massive operational expenditure. The frontiers of advanced PA12 development focus on integrating "smart self-healing" mechanisms into the polymer infrastructure. Current industrially viable pathways utilize dynamic reversible covalent networks, such as Diels-Alder (D-A) chemistry, or embedded microencapsulation. Upon micro-crack initiation driven by fatigue, stress concentrations fracture localized microcapsules, releasing low-viscosity healing agents that infiltrate the crack via capillary forces and polymerize under ambient conditions. Alternatively, non-destructive external stimuli like infrared radiation or electro-thermal induction can trigger the dissociation and recombination of reversible bonds across the fractured interface. Validation testing indicates that self-healing PA12 components retain over 85% of their original tensile strength post-repair, extending component operational lifespan by three to five folds under severe high-dynamic fatigue conditions.
Read More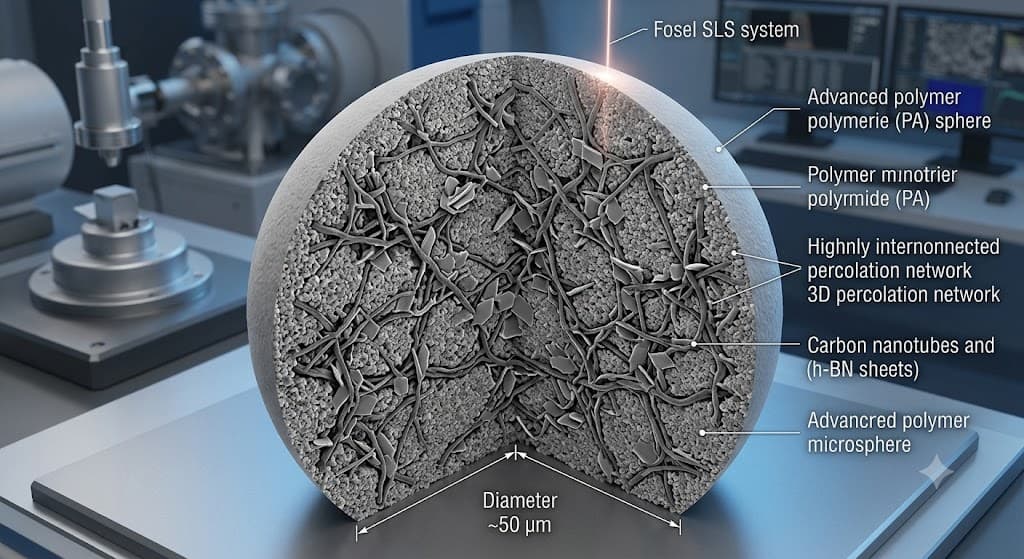
In the contemporary landscape where precision additive manufacturing converges with rigorous industrial applications, manufacturing enterprises utilizing Laser Powder Bed Fusion (LPBF) or Selective Laser Sintering (SLS) face a critical technical bottleneck in transitioning from rapid prototyping to end-use production. For a significant period, Polyamide 12 (PA12) has dominated the industrial 3D printing domain due to its superior mechanical strength, dimensional stability, and high refresh rates. However, as advanced structural components in aerospace electronics, electric vehicle thermal management, and automated assembly lines under extreme environments demand multifunctional attributes, standard-grade PA12 powders increasingly reach their inherent physical limitations. B2B procurement professionals and engineering teams often encounter a dilemma where they require the fluid processability and interlayer adhesion of PA12 but are forced to compromise by selecting traditional injection-molded composites or CNC-machined metal parts, sacrificing geometric freedom for specific functional profiles. The development of next-generation PA12 powder aims precisely to dissolve this boundary, imbuing the polymer matrix with electrical, thermal, and self-healing properties via specialized nanofillers and microstructural architecture without compromising additive flexibility. Within electronics manufacturing, semiconductor cleanroom operations, and aerospace fluid systems, electrostatic discharge (ESD) represents a latent yet destructive industrial pain point. Conventional PA12 components exhibit high electrical insulation, with surface resistivity typically exceeding 10 to the power of 12 ohms per square, rendering them highly susceptible to accumulating thousands of volts of static charge under high-pressure gas friction or mechanical contact. This accumulation threatens to break down sensitive integrated circuits or trigger catastrophic sparks in explosive environments. Historically, temporary topical anti-static coatings have been deployed, but these are prone to rapid delamination under persistent mechanical abrasion or chemical washing. Next-generation electrically conductive PA12 powder addresses this through advanced microscopic engineering, embedding high-aspect-ratio carbon nanotubes (CNTs), graphene nanoplatelets, or structured carbon black within individual polyamide microspheres. This methodology achieves a low percolation threshold, establishing continuous 3D electron transport paths along powder boundaries during sintering.
Read More
In mass manufacturing, simple dry blending inevitably leads to filler segregation during fluidization and recoating, causing anisotropic defects in the final components. Modern industrial modification processes therefore utilize in-situ coating or controlled thermal adherence to secure modifiers onto the 40–60 μm PA12 grains, guaranteeing homogeneous melt-pool dynamics and isotropic material properties during laser interaction. The assessment of an industrial-ready modified PA12 powder relies heavily on verifiable empirical parameters, specifically the powder refresh rate and the heat deflection temperature (HDT) of the sintered components. Recent production data indicates that PA12 formulations modified with optimized nano-silica and proprietary anti-oxidant systems can function reliably at a refresh ratio of 20% fresh to 80% recycled powder, maintaining a tensile strength deviation of less than 5% across multiple generations. Concurrently, for structural applications requiring structural rigidity, carbon-fiber-reinforced PA12 composite powders demonstrate a significant increase in HDT under a 1.82 MPa load, rising from approximately 80°C to over 130°C. These quantifiable performance baselines offer procurement and technical teams the exact operational reliability required to replace machined aluminum or zinc die-casts with additively manufactured engineering plastics.
Read More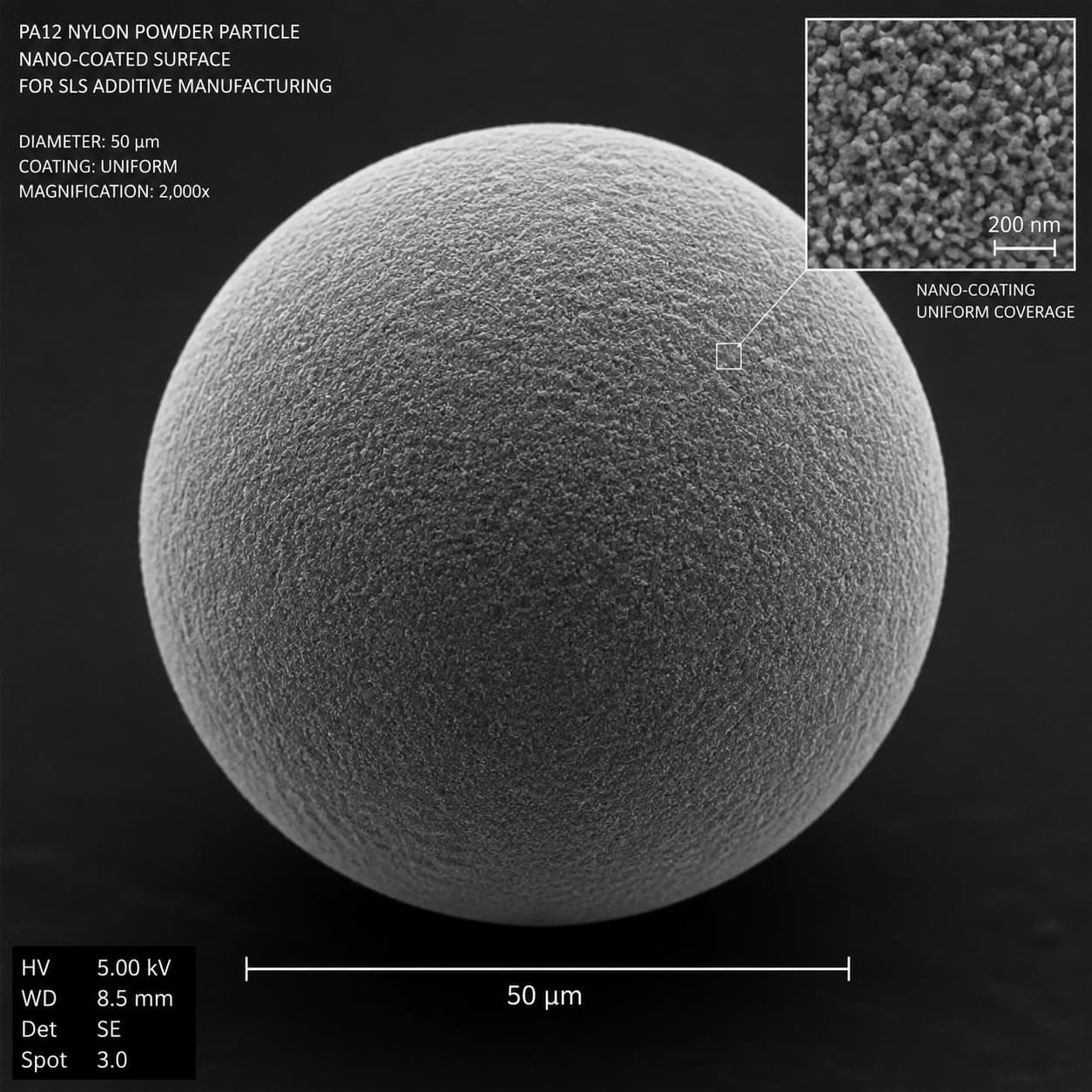
The scale-up of Polyamide 12 (PA12) powder modification techniques for Selective Laser Sintering (SLS) and advanced coating sectors represents a critical milestone in additive manufacturing. In demanding engineering environments, virgin PA12 often encounters performance ceilings, particularly regarding mechanical fatigue resistance under continuous stress and thermal stability under elevated temperatures. Furthermore, in volume production, the progressive thermal degradation of unsintered powder over multiple print cycles introduces surface finish inconsistencies and a higher reject rate, which severely impacts the total cost of ownership. Addressing these practical bottlenecks and successfully transitioning lab-scale modification methodologies into highly stable, cost-effective industrial workflows remains the primary challenge for global business-to-business manufacturing chains. At the molecular level, effective PA12 powder modification hinges on introducing functional enhancements without compromising the inherent sphericity, particle size distribution, and tight melting-crystallization window of the matrix polymer. While laboratory-scale research frequently relies on compounding advanced fillers such as carbon fibers, glass microspheres, or functional nano-silica, the transition to full-scale industrial synthesis shifts the focus onto surface energy engineering and micro-encapsulation techniques.
Read More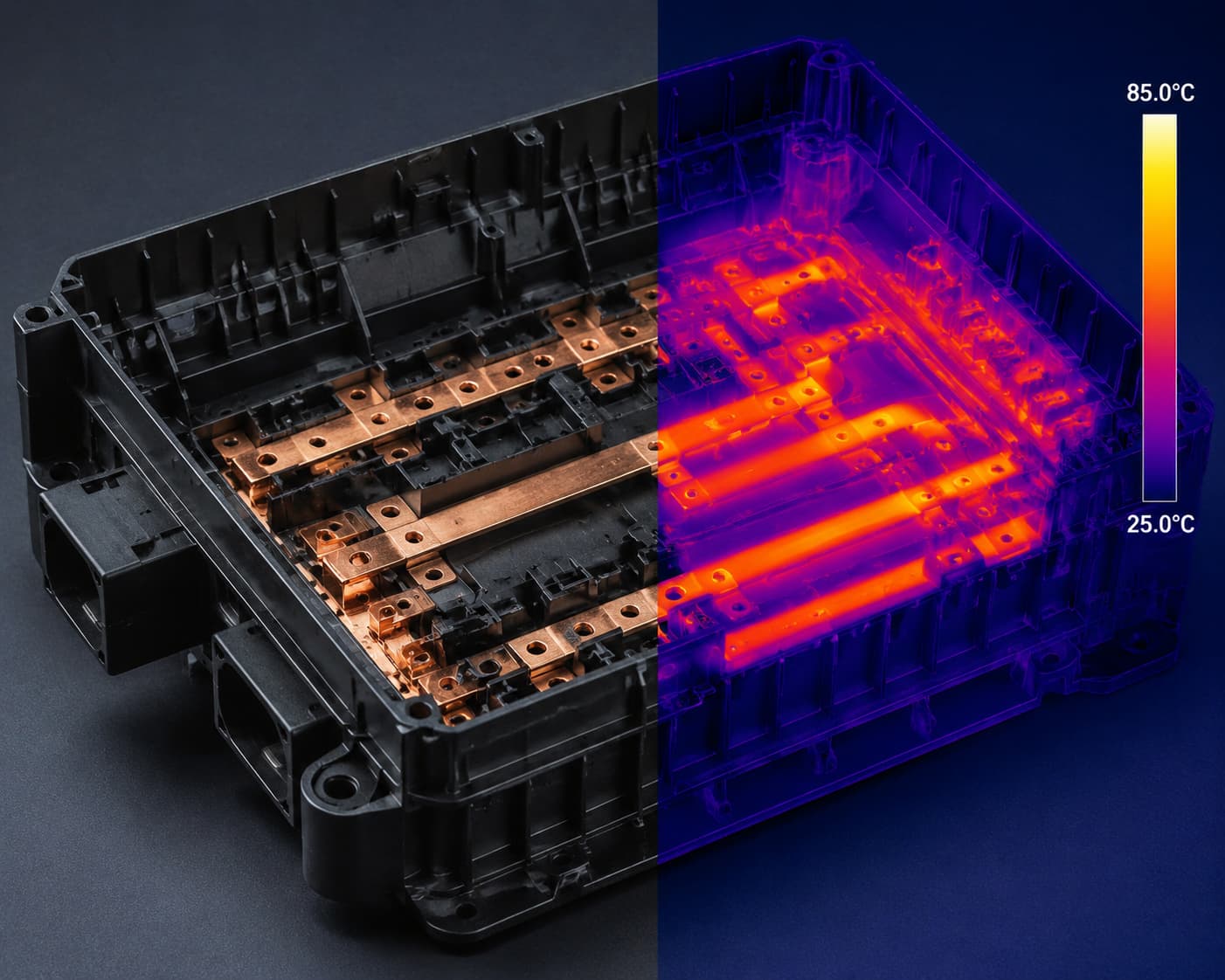
In practical industrial validation and extended environmental stress testing, this tri-functional compound modified nylon has demonstrated compelling performance stability. In critical assemblies within electric vehicle high-voltage propulsion architectures—such as high-voltage junction boxes and on-board charger (OBC) housings—the material consistently achieves a UL 94 V-0 flame rating (even at a thin wall thickness of 0.8mm) while maintaining predictable isotropic or anisotropic thermal conductivity and a tightly controlled volume resistivity spanning the anti-static to conductive range. Following 1,000 hours of rigorous Damp Heat testing (85°C / 85% relative humidity), the degradation rates of its dielectric strength, flame retardancy, and thermal conductivity remain within minimal margins, showing no signs of filler migration or surface resistivity degradation. Furthermore, in actual injection molding trials, optimized microscopic phase structures grant the compound excellent melt flow behavior and low mold abrasion characteristics. This ensures that complex, precision parts with non-uniform wall thicknesses and dense metal inserts can be molded in a single cycle without surface fiber floating. The resulting increase in production yield, paired with a significant reduction in overall system component count, yields substantial cost amortizations. This paradigm of materials engineering, verified by rigorous empirical data and field scenarios, offers global industrial clients unprecedented design freedom, liberating engineers from traditional material-stacking compromises to realize true lightweight, high-safety system integration.
Read More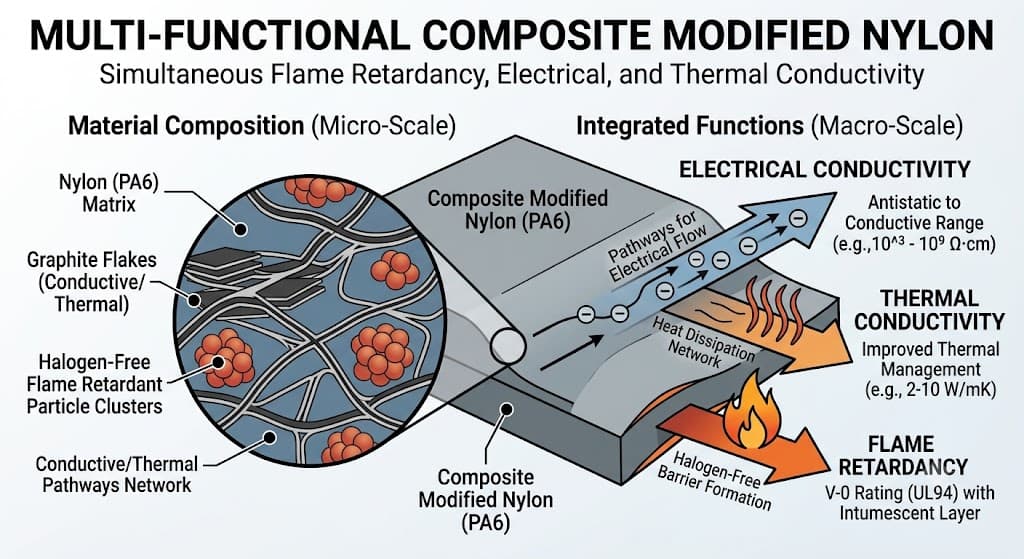
In today’s high-end manufacturing, new energy vehicles, 5G communications, and rail transit sectors, engineering designers regularly face a punishing material selection dilemma. As equipment integration scales up, electronic components operate at high speeds within extremely compact spaces. This not only causes severe internal heat accumulation but also sharply increases the risks of electromagnetic interference and high-voltage breakdown. Historically, engineers addressed these segregated functional requirements by deploying multiple single-function modified plastics: flame-retardant nylon around power modules, thermally conductive plastics for heat sinks, and anti-static or conductive materials for sensitive housing components. However, when these extreme operating conditions converge onto a single micro-component, traditional multi-piece assembly methods significantly inflate product volume and weight. More critically, interfacial thermal resistance and mismatched coefficients of thermal expansion between discrete material layers inevitably lead to delamination or mechanical failure under long-term vibration and continuous thermal cycling. This structural complexity, coupled with fragmented component sourcing and climbing post-maintenance overheads, represents a severe systemic bottleneck for B2B manufacturers striving to improve equipment reliability and reduce total ownership costs. Addressing these multi-dimensional operational stresses demands a multi-functional compound modified nylon capable of seamlessly integrating flame retardancy, electrical conductivity, and thermal conductivity into a single polymer matrix. From the perspective of polymer physics and formulation engineering, this integration cannot be achieved by merely dumping multiple functional additives into a twin-screw extruder. Flame retardants, conductive fillers (such as carbon nanotubes, graphene, or specialized carbon black), and thermally conductive fillers (such as boron nitride, silicon carbide, or aluminum oxide) exhibit drastically different geometric profiles, surface energies, and dispersion behaviors within polyamide matrices like PA66, PA6, or long-chain nylons. Without precise phase morphology control, the high loading levels required for thermal conductivity will destroy the material's impact toughness and melt processability. Concurrently, carbon-based conductive fillers can exhibit antagonistic effects with certain flame-retardant packages, degrading the flame rating or causing electrical drift at elevated temperatures. Consequently, a truly integrated solution relies on engineering a "functional synergistic network." Utilizing advanced asymmetric blending techniques and targeted surface chemical modification, conductive fibers and thermally conductive particles are steered to form co-continuous, interconnected microscopic pathways—analogous to high-speed networks within the nylon matrix. This architecture achieves stable electrostatic dissipation or EMI shielding at ultra-low conductive filler thresholds, ensures continuous pathways for rapid heat dissipation, and allows the polymer skeleton to cooperate with halogen-free flame retardants to form a dense, protective char layer upon thermal exposure, sealing out oxygen and mitigating heat propagation.
Read More
Eliminating this engineering pain point requires abandoning the physical destruction of material geometric boundaries caused by mechanical crushing, and turning instead to high-precision spheroidization technology to reshape the microscopic morphology of PA12 particles. From the essence of material physics and structural design, a perfect sphere possesses the absolute minimum specific surface area in three-dimensional space. This implies that when PA12 powder is reshaped into smooth, miniature spherical particles, the contact area between particles is minimized to the extreme, drastically weakening the Van der Waals forces and electrostatic attraction originally induced by sharp multi-angular features. The concrete engineering realization of spheroidization technology typically relies on high-shear thermo-mechanical reshaping or thermal plasma melting and expansion processes. In this precisely controlled technological workflow, irregular traditional PA12 powder is introduced into a specific thermophysical field. Under a strictly regulated temperature window, typically managed precisely between the melting point and the initial softening point of the material, the surface layer of the powder particles undergoes instantaneous micron-level semi-melting. At this juncture, surface tension in fluid mechanics begins to dominate the reshaping process, forcing the molten liquid phase to spontaneously contract toward the center. This action perfectly envelops and blunts the original sharp corners and torn jagged edges, which subsequently condense and crystallize into highly spherical, smooth microspheres. This microscopic reshaping yields revolutionary physical performance dividends for the 3D printing process. First, the high-sphericity powder demonstrates excellent fluidity, behaving closely to a liquid. Particles glide and arrange themselves smoothly ahead of the recoater roller like miniature ball bearings, completely eliminating powder bed cracking caused by blade dragging. Second, because spherical particles achieve geometric close packing—attaining an extremely high tapped density—the microscopic voids within the powder layer are compressed to the limit. Upon laser irradiation, the spherical powder exhibits highly uniform heat absorption behavior and thermal diffusivity. The drastically improved Melt Flow Rate (MFR) enables the surface tension under the liquidus line to prompt the molten droplets to spread out rapidly and evenly, quickly eliminating entrapped micro-gases before solidification. This not only significantly broadens the processing thermal window but fundamentally cuts off thermal stress concentration caused by particle anisotropy, resulting in printed structural components with surfaces as smooth and delicate as those produced by high-precision injection molds. Through rigorous engineering validation involving 100,000 recoating cycles and continuous dynamic scanning across multiple batches, a series of precise physical indicators and experimental data have revealed the decisive impact of spheroidized PA12 powder on the engineering quality of macro products. Tested via standard fluid dynamics Hall flowmeters and dynamic angle of repose measurements, the overall flowability indicators of the PA12 powder reshaped through spheroidization improved by more than 35% compared to traditional mechanically crushed powder, with gravity flow velocity accelerating significantly. This means that on high-speed industrial production lines, material conveying and distribution become exceptionally stable. In comparative SLS printing experiments with identical layer thickness (standard 0.12 mm), the surface roughness Ra value of components formed with traditional powder usually fluctuates between 12 and 15 microns, feeling distinctly rough and granular to the touch. Conversely, the surface roughness Ra value of components printed with spheroidized PA12 powder drops drastically to below 4.5 microns, presenting a refined matte texture. This immensely eliminates tedious, time-consuming post-processing steps such as sandblasting and vibratory polishing. Even more encouraging data stems from deep mechanical property testing. When the formed components were sectioned and placed under a Scanning Electron Microscope (SEM) for micro-morphological observation of the fracture surfaces, lab technicians discovered that the microscopic porosity universally present in traditional powder components plummeted from the original 2.8% to less than 0.3%, reaching a nearly dense and defect-free state inside the material. In tensile strength and impact toughness tests conducted via mechanical tensile testers, thanks to the perfect fusion of isotropic spherical particles within the melt pool, the Z-axis (the direction vertical to the printing layer stacking), which traditionally represents a performance bottleneck in 3D printing, successfully broke the curse of "interlaminar delamination." Its overall Z-axis mechanical strength retention rate increased by nearly 25%, achieving a balanced leap in both tensile strength and elongation at break. This is not merely an improvement in surface physical appearance, but a comprehensive engineering technological leap that utilizes material microscopic geometric reshaping to empower high-end B2B manufacturing and realize the serial production of high-strength, high-toughness structural end-use parts.
Read More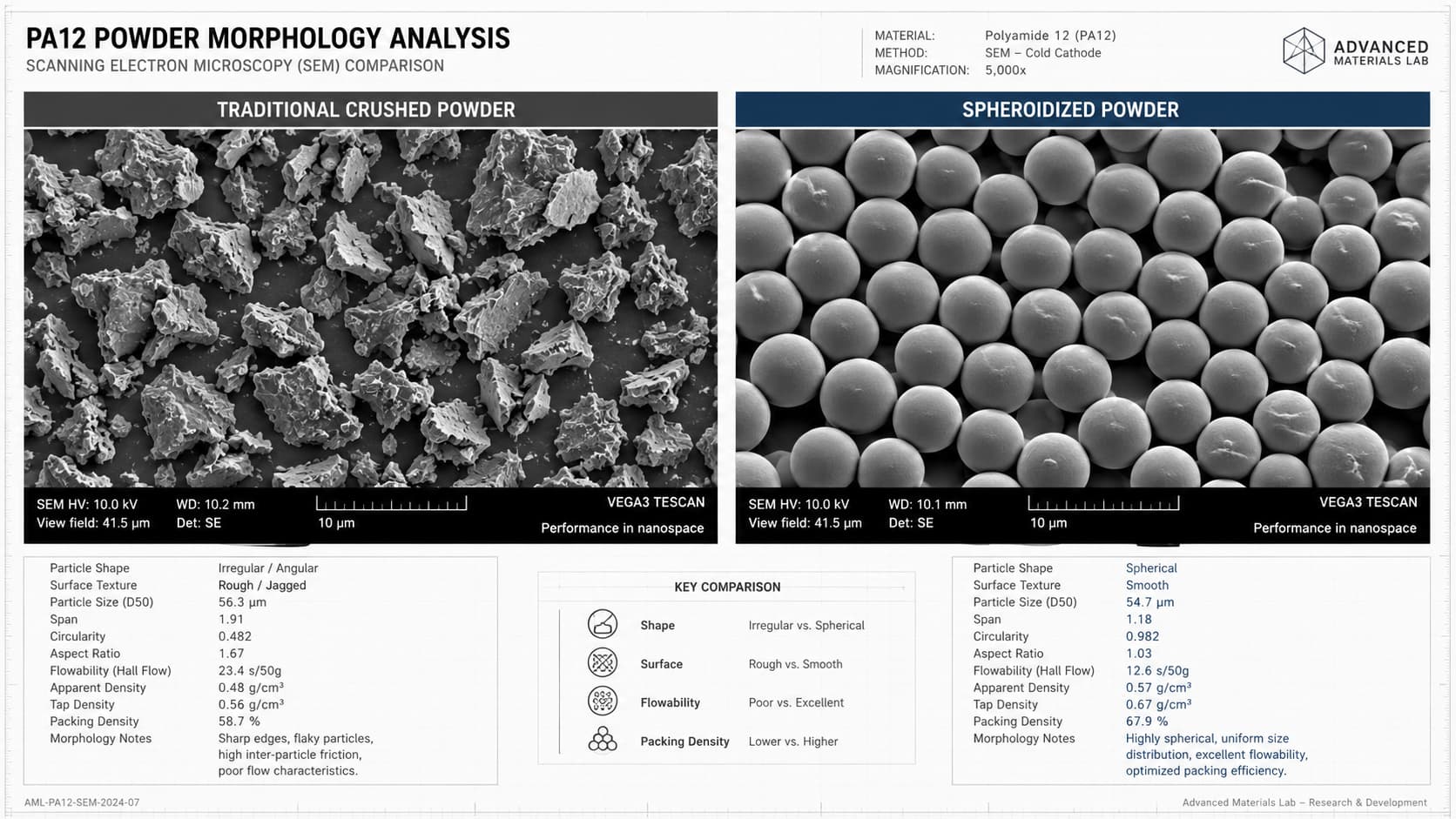
On the production lines of industrial-scale Selective Laser Sintering (SLS) and Powder Bed Fusion (PBF) additive manufacturing, the surface quality of high-precision engineering structural components has long been restricted by a fundamental material defect. Many enterprises discover a recurring "lunar surface" rough texture on the finished products when printing PA12 (Polyamide 12) nylon parts. This roughness not only directly destroys the cosmetic appearance of the components, making them unsuitable for direct use as end-use parts, but more critically, microscopic irregularities imply that stress concentration easily occurs within the material structure, leading to premature fatigue failure when components are subjected to alternating loads. This inherent deficiency in surface quality originates not from the laser power or scanning speed of the 3D printer, but from the traditional PA12 raw material powder utilized at the topmost industrial upstream. To understand this engineering pain point thoroughly, we must magnify our vision to the microscopic level of material particles. Currently, most cost-effective traditional PA12 powders available on the market are manufactured primarily via mechanical crushing methods, such as low-temperature cryogenic milling. This approach forcibly tears, blunts, and breaks bulk nylon raw materials into micron-sized powders using intense mechanical impact forces. Observed under a Scanning Electron Microscope (SEM), the geometric morphology of these traditional particles is highly irregular, displaying a massive amount of torn, flaky, elongated, and sharp multi-angular structures resembling jagged blades. It is precisely this extremely irregular microscopic morphology that acts as the primary culprit behind a series of subsequent disasters in the 3D printing process. When such rough and variably shaped powder is loaded into the supply chamber of a printer and pushed across the build platform by a recoater blade or roller, derived engineering problems emerge immediately. From the perspective of fluid mechanics, when irregular particles come into contact with one another, the geometric interlocking forces and surface friction resistance between them increase exponentially. This is highly analogous to pouring a bag of sharp, angular broken bricks onto the ground; they cannot flow smoothly and easily lock into each other. During the recoating process, this poor flowability directly causes noticeable "microscopic drag tearing" as the blade pulls the powder, triggering surface cracking, furrowing, or even localized layer delamination in the powder bed. Furthermore, these multi-angular particles cannot achieve close packing when piled together, leaving massive microscopic voids between particles, which results in an exceptionally low bulk density and tapped density of the powder bed. When a high-energy laser beam scans across such a powder bed filled with microscopic voids and density non-uniformity, the heat conduction within the powder becomes highly non-homogeneous. The laser energy cannot disperse uniformly at the initial instance, causing over-melting in certain zones while leaving powder trapped in interstitial voids insufficiently melted. The geometry of the melt pool fluctuates drastically under this severe thermal instability. As the liquid nylon condenses and solidifies under the influence of surface tension, the uneven thermal stress distribution caused by non-uniform powder deposition and particle anisotropy is permanently "inherited" and solidified into microscopic pores and inclusion defects within the component. On the macro surface, this ultimately manifests as a persistently high Ra value on the rough industrial skin.
Read More














