Flame-Retardant Nylon: How to Achieve UL94 V0?
Jul 02, 2025
Flame-retardant nylon, as a high-performance engineering plastic, plays a critical role in electronics, automotive, and construction industries. Among various flammability standards, UL94 V0 is one of the most stringent, requiring the material to self-extinguish within 10 seconds during vertical burning tests without igniting cotton below. Achieving this rating demands systematic optimization in material formulation, flame retardant selection, and processing techniques. The most straightforward approach is incorporating flame retardants. Traditional brominated flame retardants (BFRs), such as decabromodiphenyl ether (DecaBDE), inhibit combustion via gas-phase radical quenching. However, due to potential dioxin release during combustion, regulations like EU RoHS and REACH have restricted their use, driving the shift toward phosphorus-based and halogen-free alternatives.
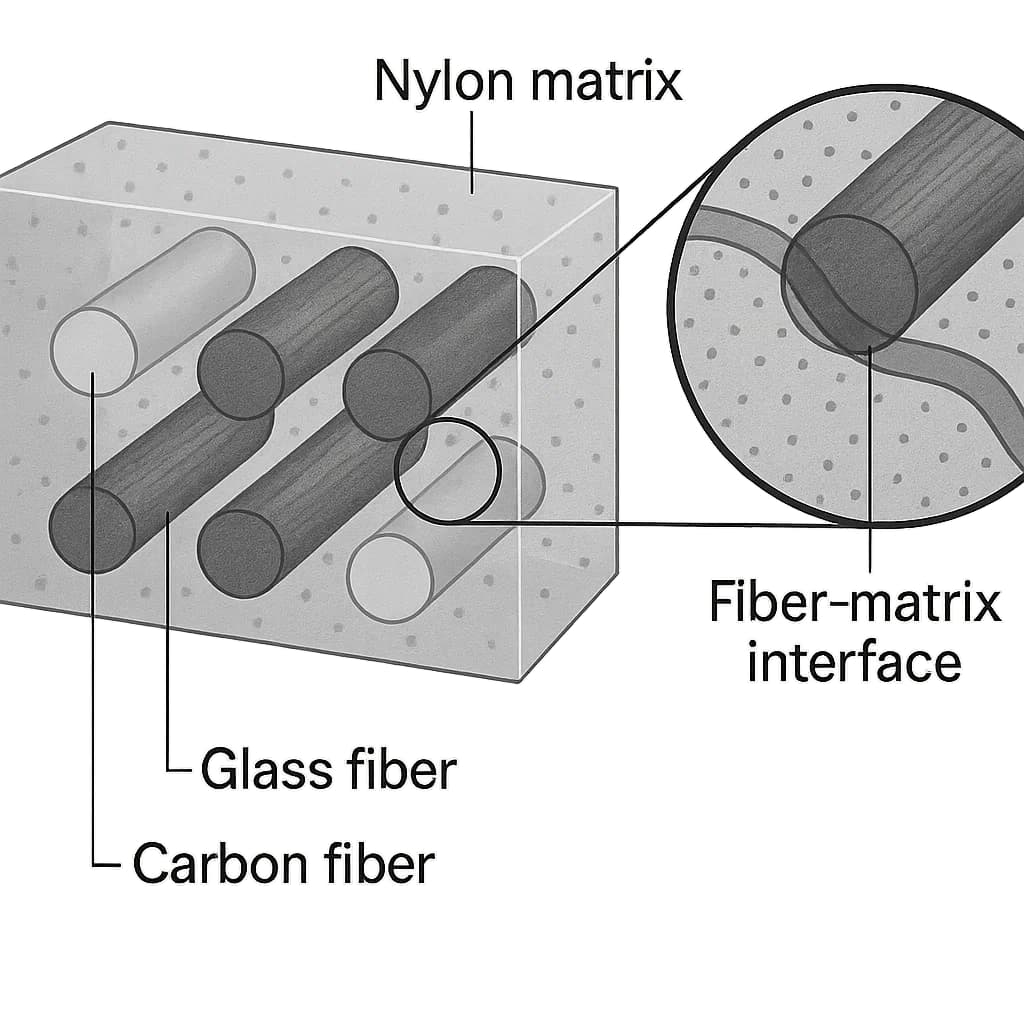
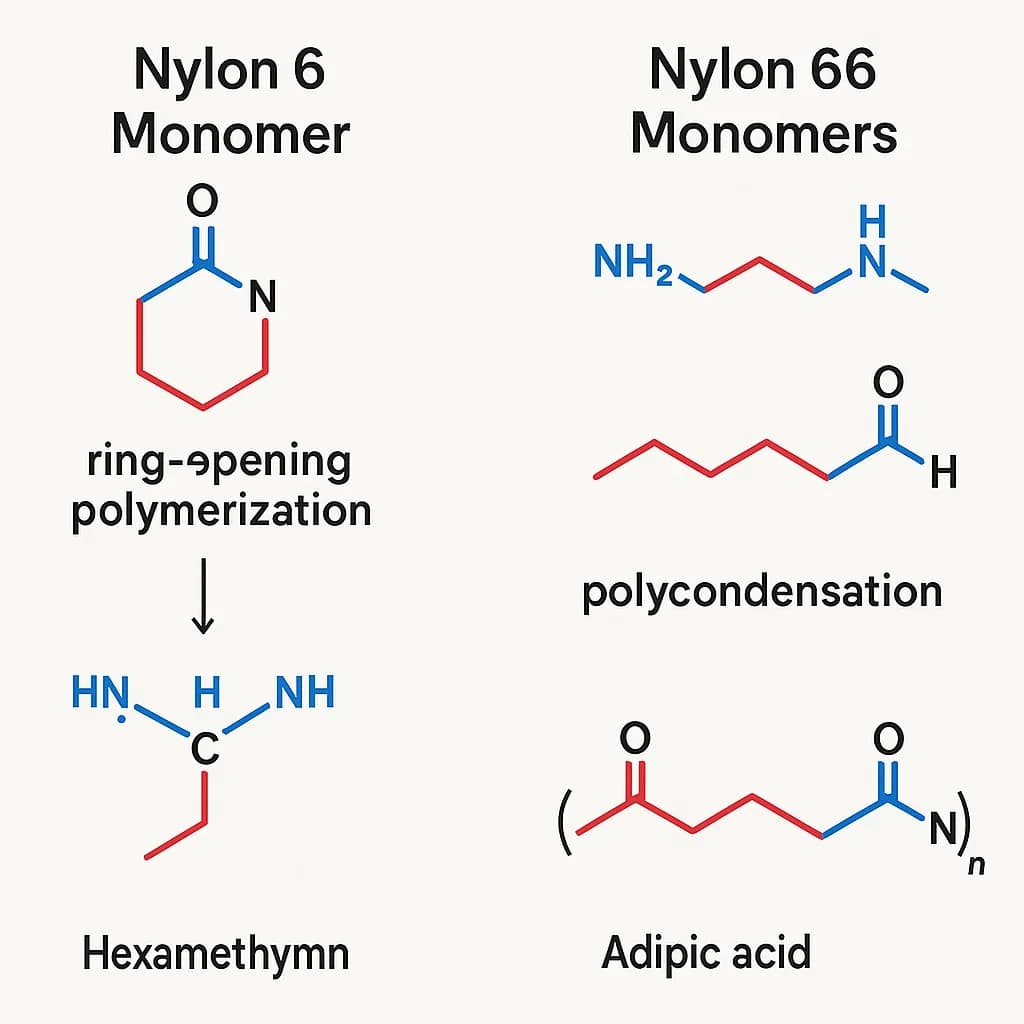
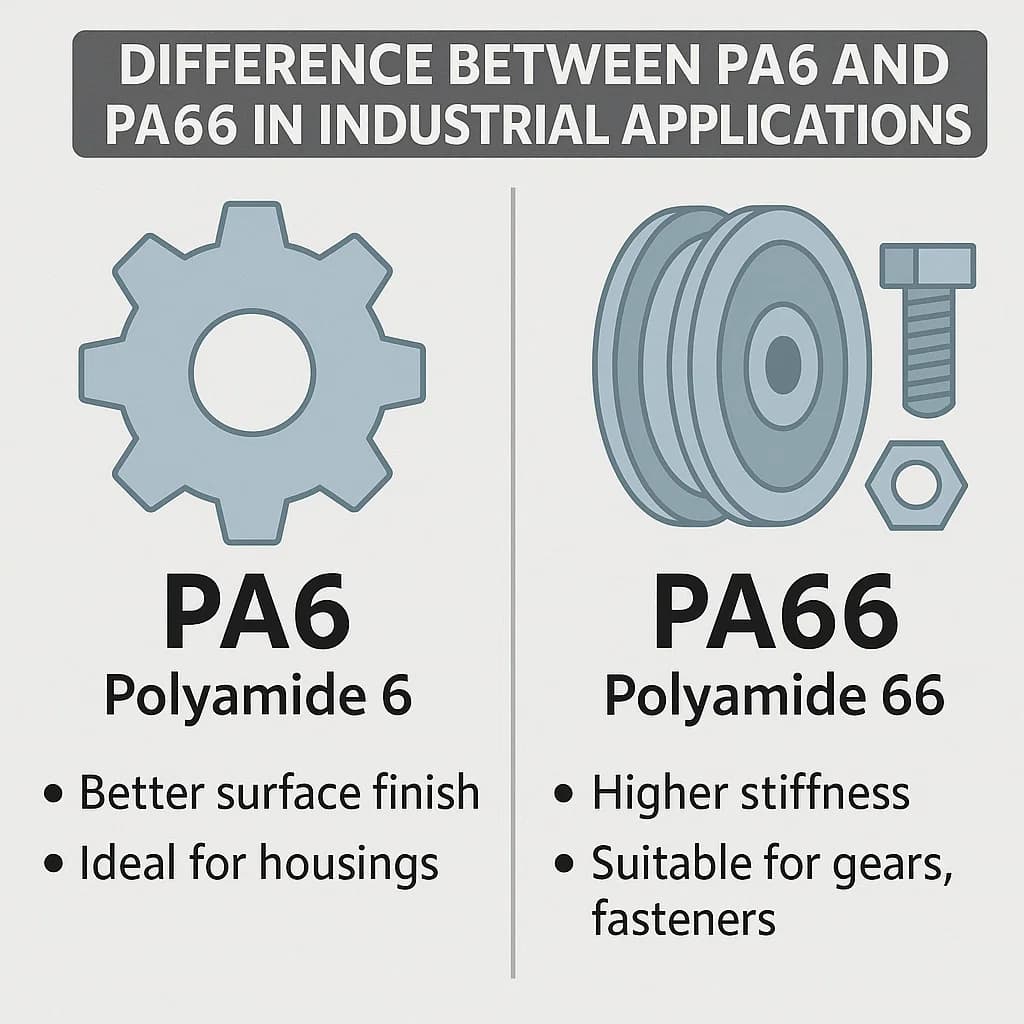
Phosphorus-based flame retardants (e.g., red phosphorus, phosphates) and nitrogen-phosphorus synergistic systems exhibit excellent efficiency in nylons like PA6 and PA66. Red phosphorus generates phosphoric acid derivatives during burning, promoting char formation to isolate heat and oxygen. Nitrogen-phosphorus systems (e.g., melamine polyphosphate, MPP) employ intumescent mechanisms, creating porous char layers that reduce heat release rates. These systems typically require only 15-20% loading to meet UL94 V0 while minimally affecting mechanical properties. Halogen-free options like aluminum hydroxide (ATH) and magnesium hydroxide (MDH) are favored for their low toxicity and smoke, but their inefficiency necessitates 30-50% loading, degrading toughness and melt flow. To compensate, glass fiber reinforcement (e.g., 30% GF) is often used—for instance, GF-reinforced PA66 with phosphorus retardants balances strength, heat deflection temperature (HDT), and flame resistance.
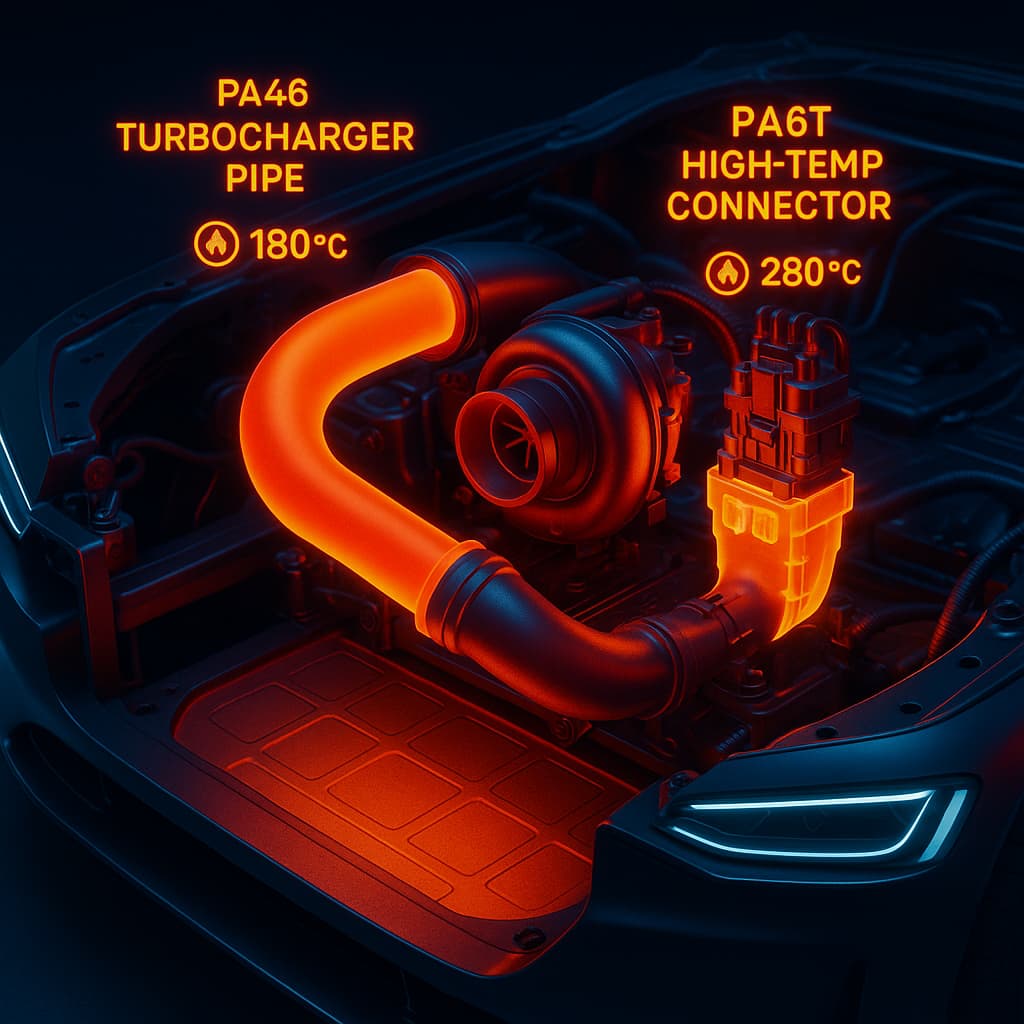
Recent advances in nanocomposites offer new strategies. Nanofillers like montmorillonite clay, carbon nanotubes (CNTs), or graphene form compact char layers during combustion, effectively blocking heat and gas diffusion. For example, PA6/nanoclay composites develop continuous char barriers, significantly delaying flame spread. Semi-aromatic nylons (e.g., PA6T, PA9T), with their rigid chains and high thermal stability, exhibit intrinsic flame resistance, reducing additive dependency—ideal for high-temperature applications like automotive connectors.
Processing parameters critically impact performance. Melt flow index (MFI), injection temperature, and mold design influence flame retardancy. Excessive temperatures may decompose phosphorus retardants prematurely, while poor flowability causes incomplete filling, leading to uneven flame resistance. Optimization via methods like Taguchi experiments ensures a balance between flammability, mechanical properties, and processability. Thin-wall electronics further demand high-flow, fast-crystallizing formulations, challenging compatibility with flame-retardant systems.
Application-specific requirements dictate material design. In electronics (e.g., sockets, battery housings), UL94 V0 must coexist with high Comparative Tracking Index (CTI) for electrical safety. Automotive applications (e.g., cable sheaths, EV charging components) require long-term heat resistance (>105°C) and chemical stability against oils/coolants. Construction materials prioritize low smoke density and toxic gas emissions per standards like GB 8624. Future trends focus on eco-friendly halogen-free solutions (e.g., silicone-based, bio-derived retardants) and intrinsic flame resistance via molecular design (e.g., aromatic rings, heteroatoms), merging sustainability with performance.
Read More