Why Flame-Retardant Nylon That Passes UL94 Still Fails in End-Use Products?Section 1
Feb 04, 2026
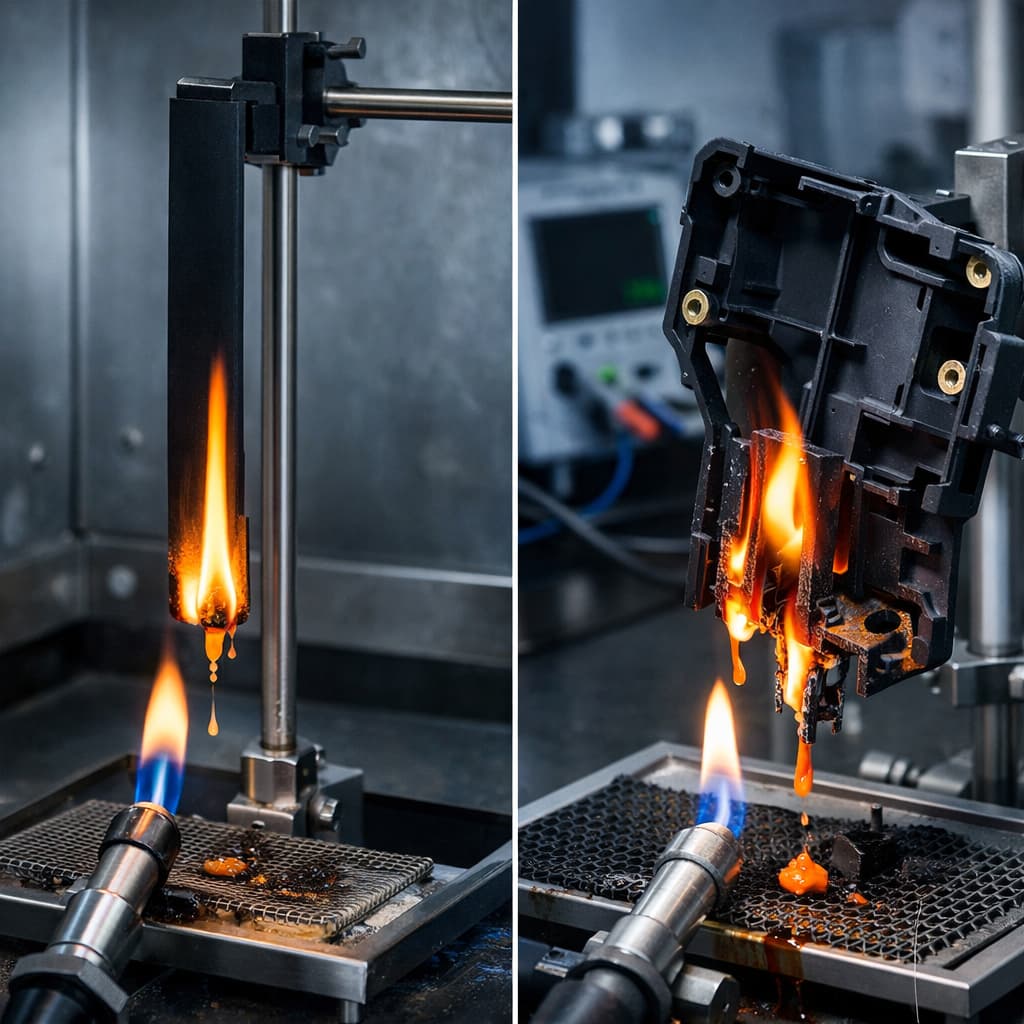
In applications such as electrical and electronic devices, industrial control systems, and new energy vehicles, flame-retardant nylon is often considered a default material choice. When a material achieves a UL94 V-0 or V-1 rating during the selection phase, it is commonly assumed that regulatory and safety requirements have been fully satisfied. However, failures such as sustained burning, molten dripping, or secondary ignition are still frequently observed during final product certification, customer audits, or even real service conditions. These failures are rarely caused by a single factor; instead, they result from gaps between standardized material testing and real engineering application.
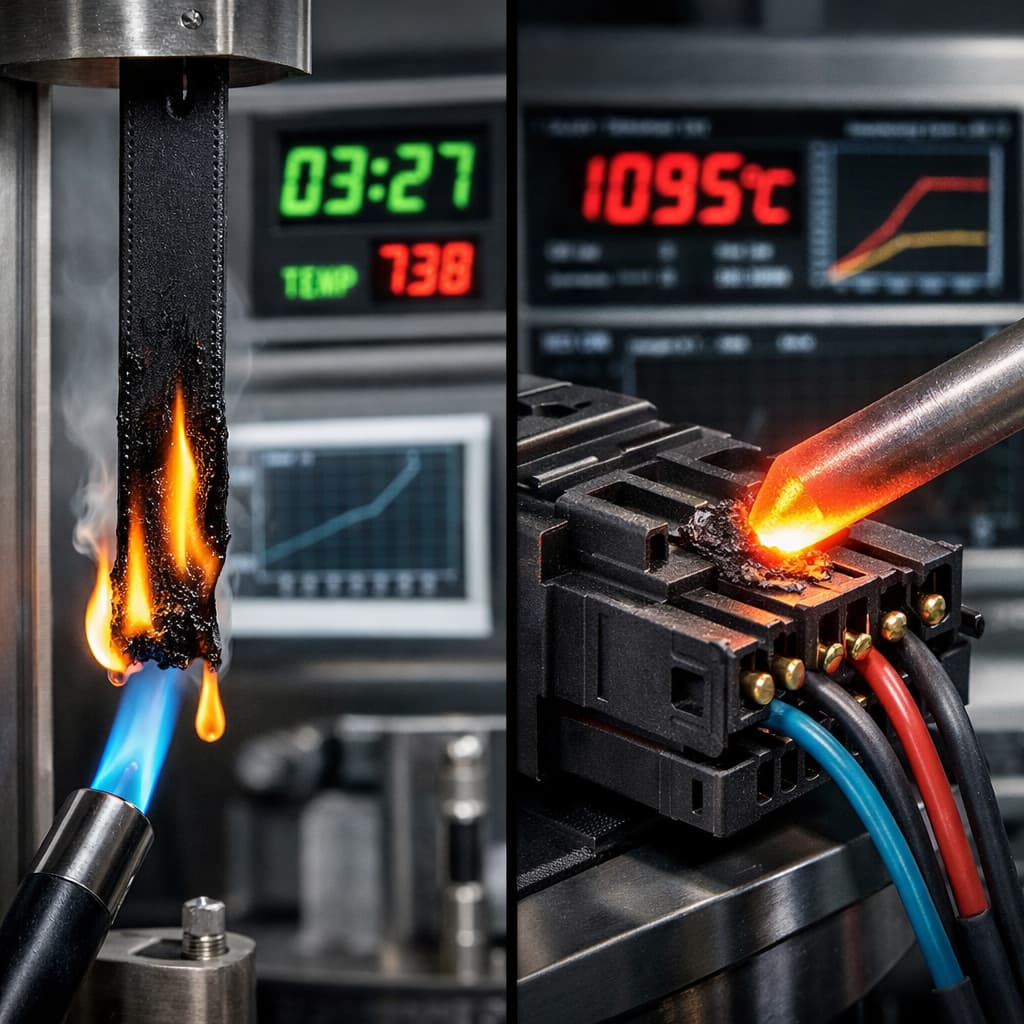
In real engineering scenarios, UL94 testing is conducted on standardized specimens with strictly controlled thickness, orientation, and ignition conditions. Actual molded parts, however, often feature complex geometries including ribs, thin walls, inserts, and multi-directional weld lines. When the minimum wall thickness of a component falls below the thickness used for UL94 certification, the effectiveness of the flame-retardant system changes fundamentally. The protective char layer formed during combustion may no longer develop continuously, leading to rapid burn-through in localized thin sections. This phenomenon is particularly common in relay housings, terminal supports, and connector components.
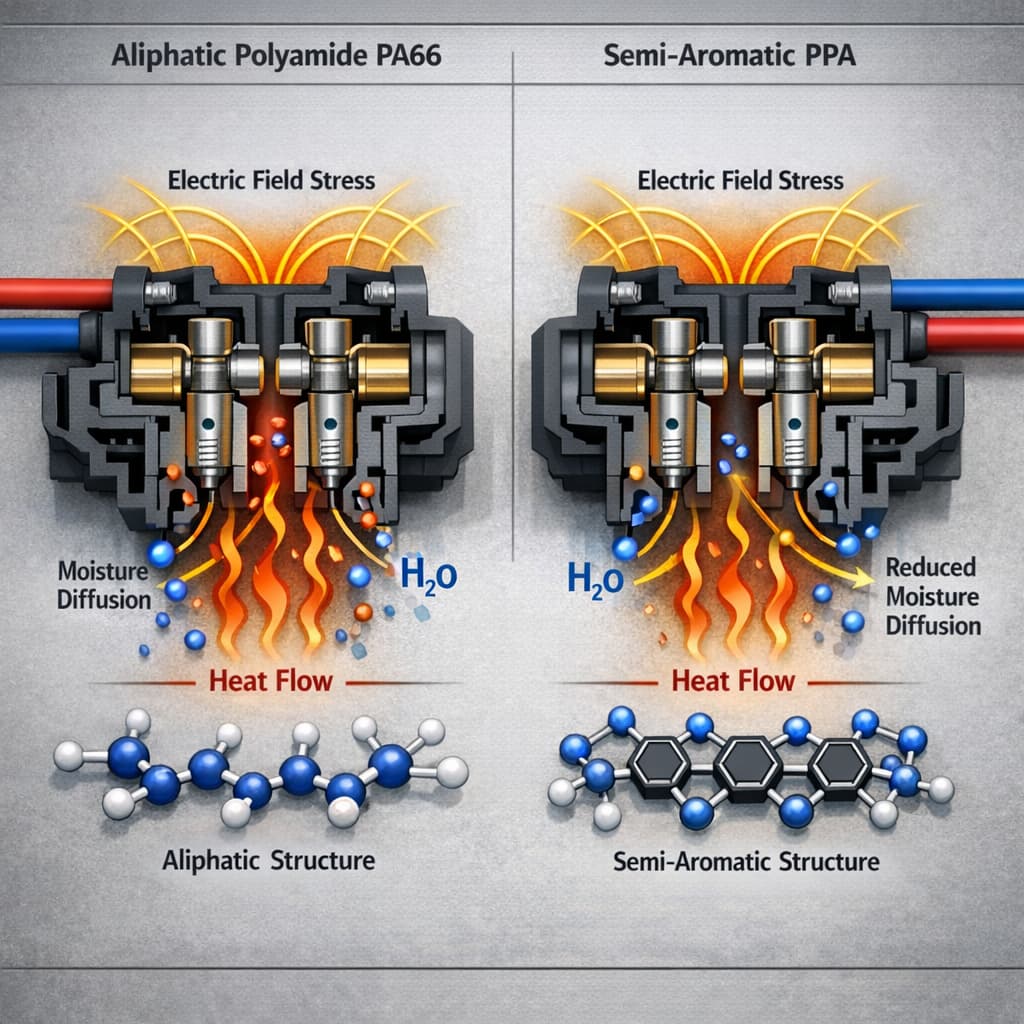
From a material perspective, the UL94 rating of a flame-retardant nylon is not an intrinsic property but the result of interactions between the flame-retardant system, the base polymer, filler content, and processing history. In PA66-based systems, for example, flame retardancy relies heavily on the formation of a dense char layer during combustion. This process is highly sensitive to moisture content, shear heat, and molecular weight distribution. Excessive melt temperature or prolonged residence time during injection molding can partially degrade the flame-retardant additives. As a result, standard UL94 specimens may still pass, while complex molded parts lose stable self-extinguishing behavior.
Read More