Application Breakthroughs of Chemical-Resistant Nylon Materials in Industrial Fluid Systems
Dec 31, 2025
In modern industrial systems, fluid handling systems play a critical role in transportation, metering, cooling, cleaning, and the transfer of chemical media. Their operational stability directly determines the safety, reliability, and service life of the entire equipment. As industries such as chemicals, semiconductors, pharmaceuticals, new energy, and advanced manufacturing impose increasingly stringent requirements on media purity, sealing integrity, and long-term reliability, traditional metallic materials and conventional engineering plastics are gradually revealing their limitations. Against this background, super chemical-resistant nylon materials have emerged as a key technological breakthrough for industrial fluid system applications.
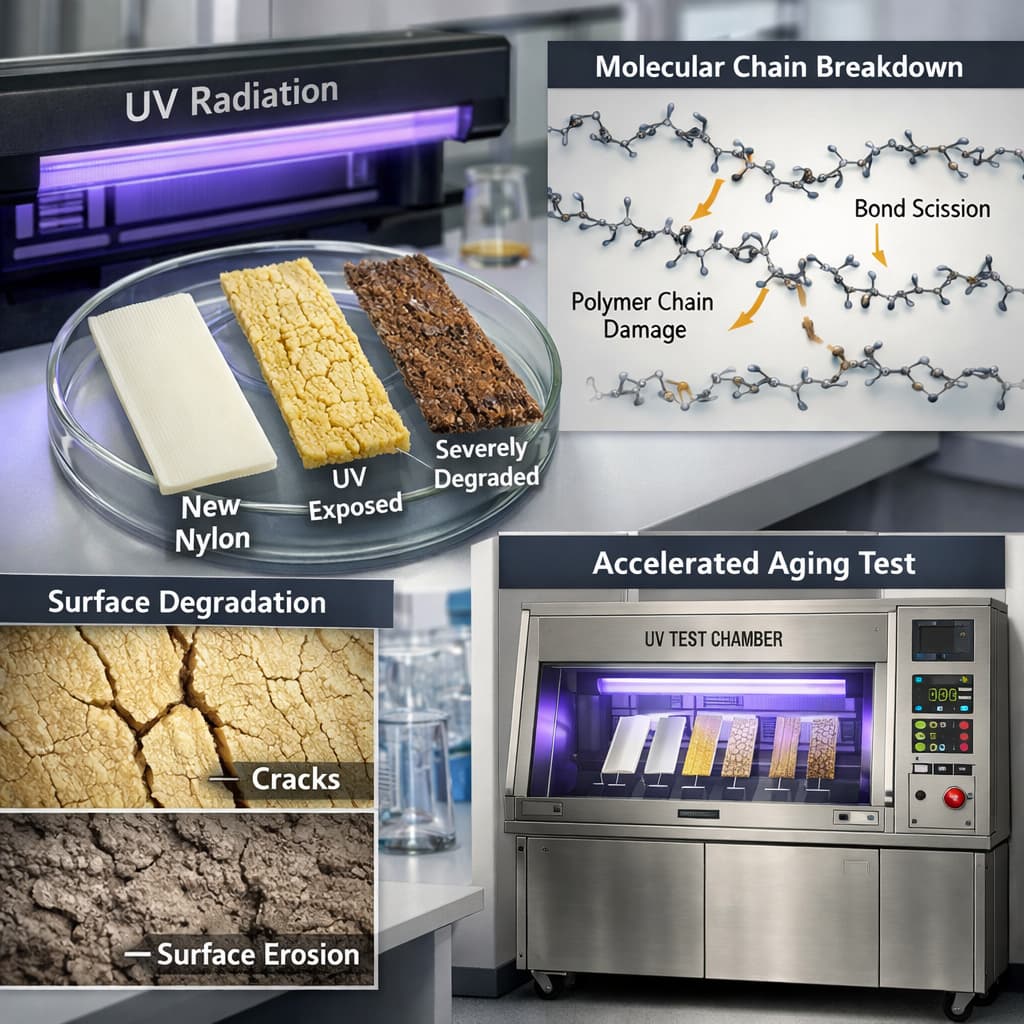
Industrial fluid systems are exposed to highly complex chemical environments, including strong acids, strong alkalis, alcohols, ketones, esters, organic solvents, and multi-component fluids containing salts and additives. Conventional nylon materials tend to suffer from hydrolysis, swelling, mechanical degradation, and even stress cracking under long-term exposure to such media, especially under elevated temperature and pressure. Super chemical-resistant nylon materials address these challenges through systematic optimization of molecular structure, crystallinity, and formulation design, significantly enhancing stability in aggressive chemical environments.
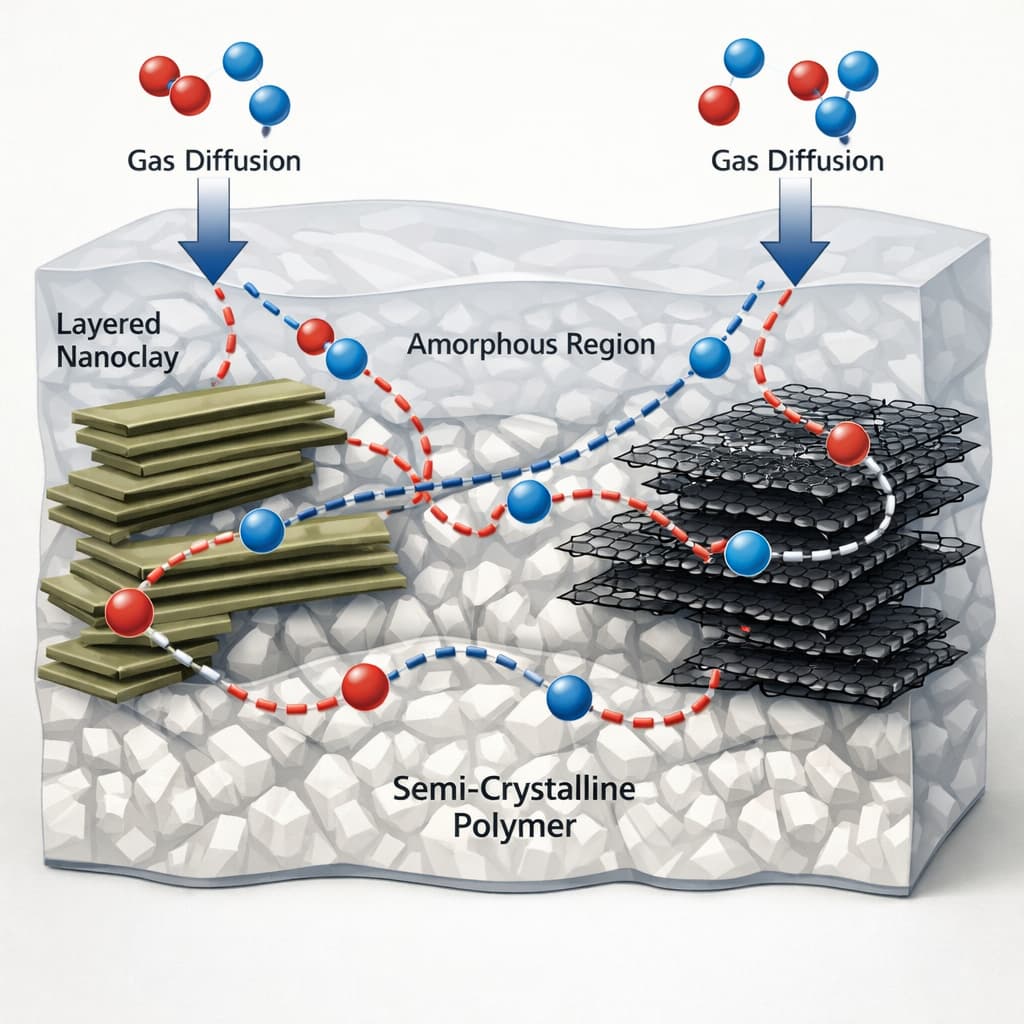
From a structural perspective, these materials often adopt low-polarity or long-chain molecular architectures to reduce the concentration of amide groups, thereby minimizing affinity to water and polar solvents. The incorporation of chemically stable copolymer segments and end-group stabilization effectively suppresses molecular chain degradation caused by acidic or alkaline media. A highly controlled crystalline morphology further forms a dense internal structure that limits chemical permeation while maintaining mechanical toughness.
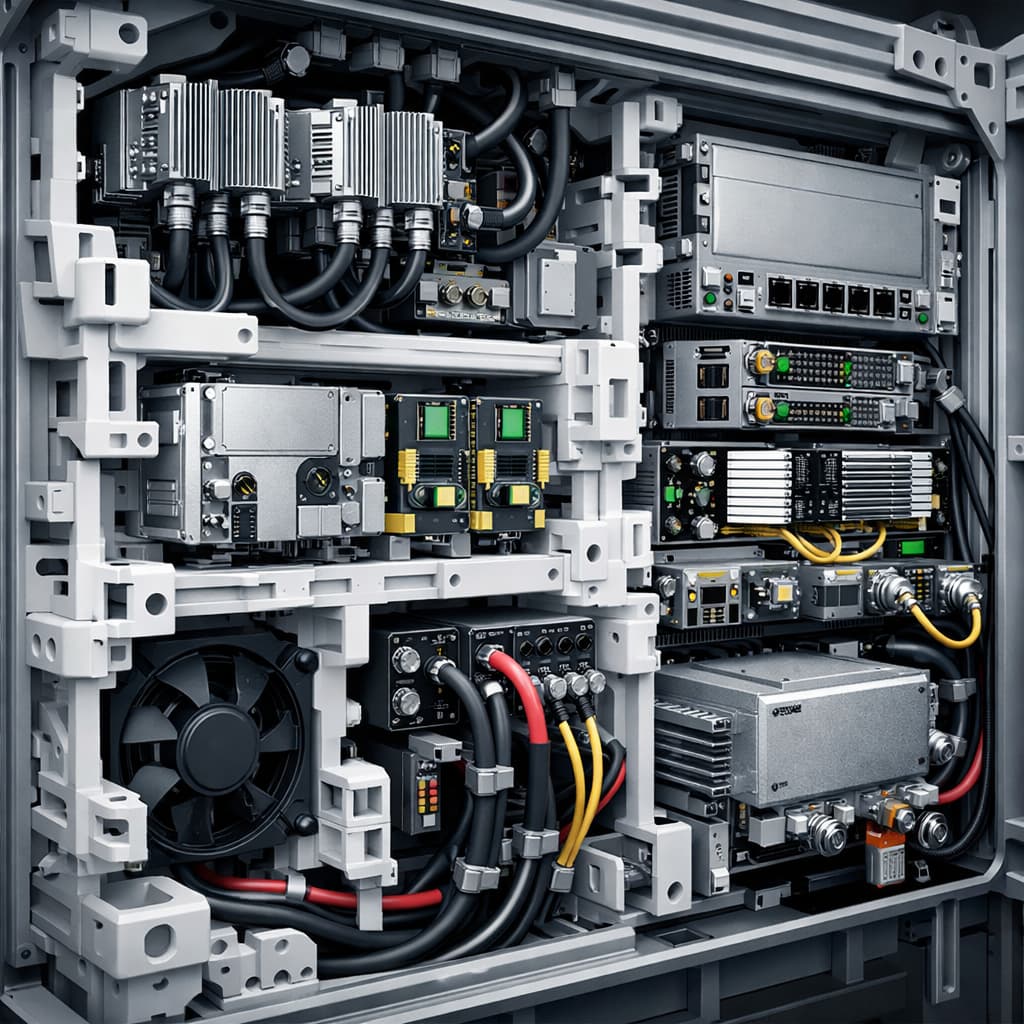
In practical applications, super chemical-resistant nylon is widely used in fluid transport pipelines, quick connectors, valve bodies, pump housings, filtration components, and sensor housings. Compared with metals, these materials offer reduced weight and greater design freedom, enabling integrated structures that minimize sealing interfaces and leakage risks. Their corrosion resistance also prevents ion leaching and surface degradation, which is particularly critical in semiconductor and pharmaceutical industries where media purity is essential.
For high-temperature fluid systems, long-term durability is a decisive factor. Through heat-resistant modification and stabilization systems, super chemical-resistant nylon maintains mechanical strength and dimensional accuracy under prolonged exposure to heat and aggressive chemicals. This performance makes it highly suitable for heat exchange systems, chemical circulation loops, and battery thermal management systems in new energy applications. Compared with traditional solutions, these materials significantly reduce maintenance frequency and extend system service life, resulting in superior life-cycle cost efficiency.
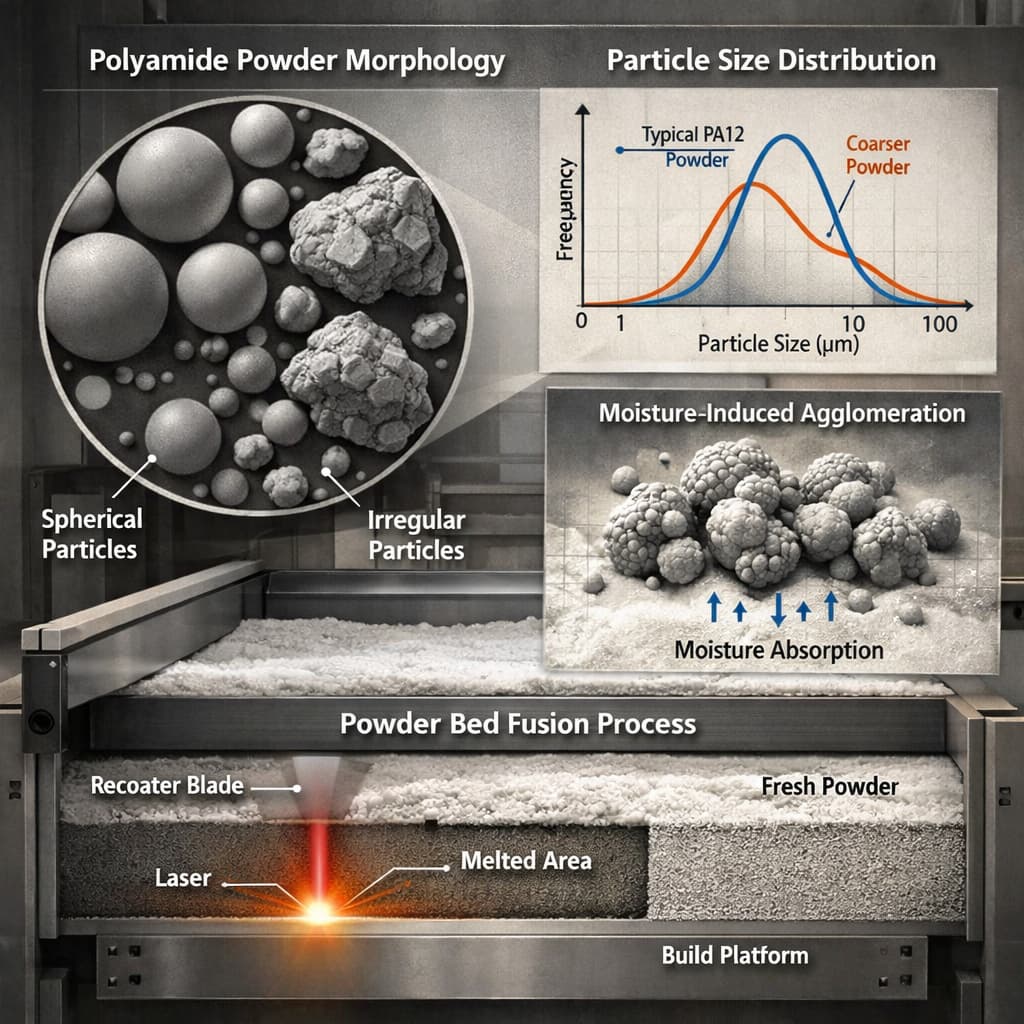
With the growing demand for intelligent and modular industrial fluid systems, processability and consistency have become equally important. Super chemical-resistant nylon demonstrates a stable processing window in injection molding, extrusion, and secondary machining, supporting large-scale and reliable production. Its predictable performance allows engineers to conduct precise structural and lifetime simulations at early design stages, further enhancing system reliability.
Overall, the application breakthrough of super chemical-resistant nylon represents not only an improvement in material performance but also an evolution in industrial fluid system design philosophy. Through the synergy of materials science, structural engineering, and system optimization, these advanced nylons are increasingly replacing traditional materials and establishing themselves as fundamental components in high-reliability industrial fluid systems.
Read More